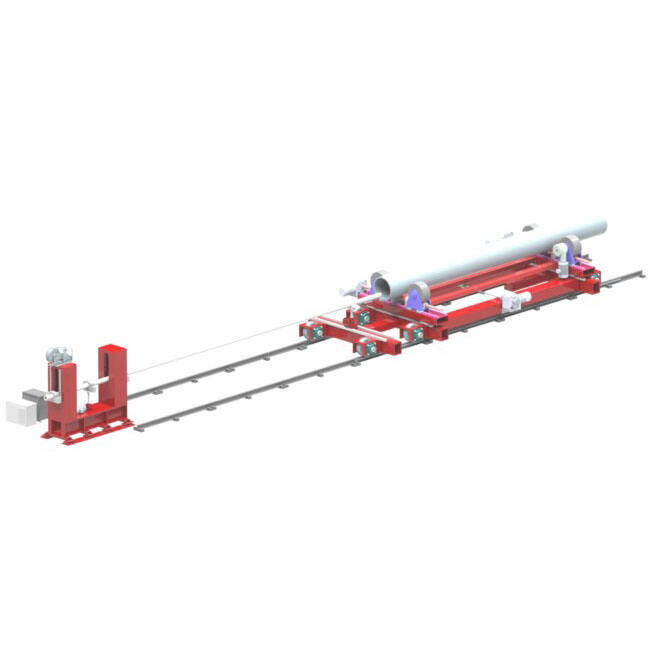
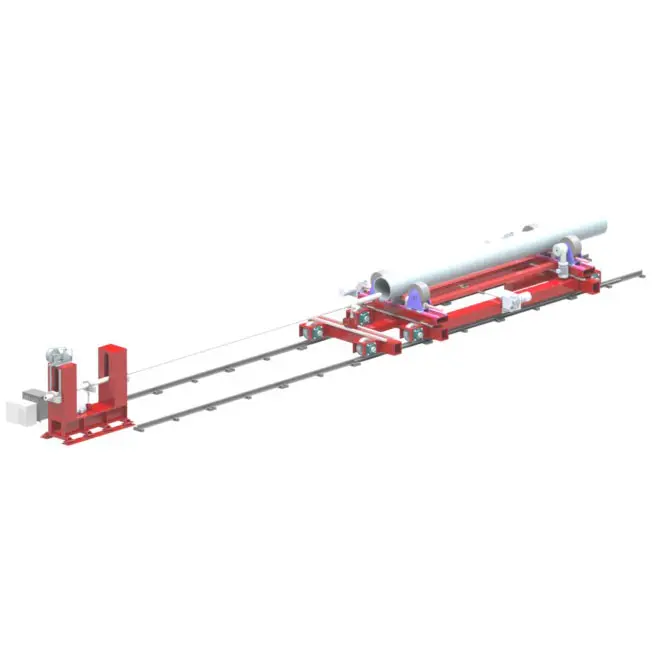
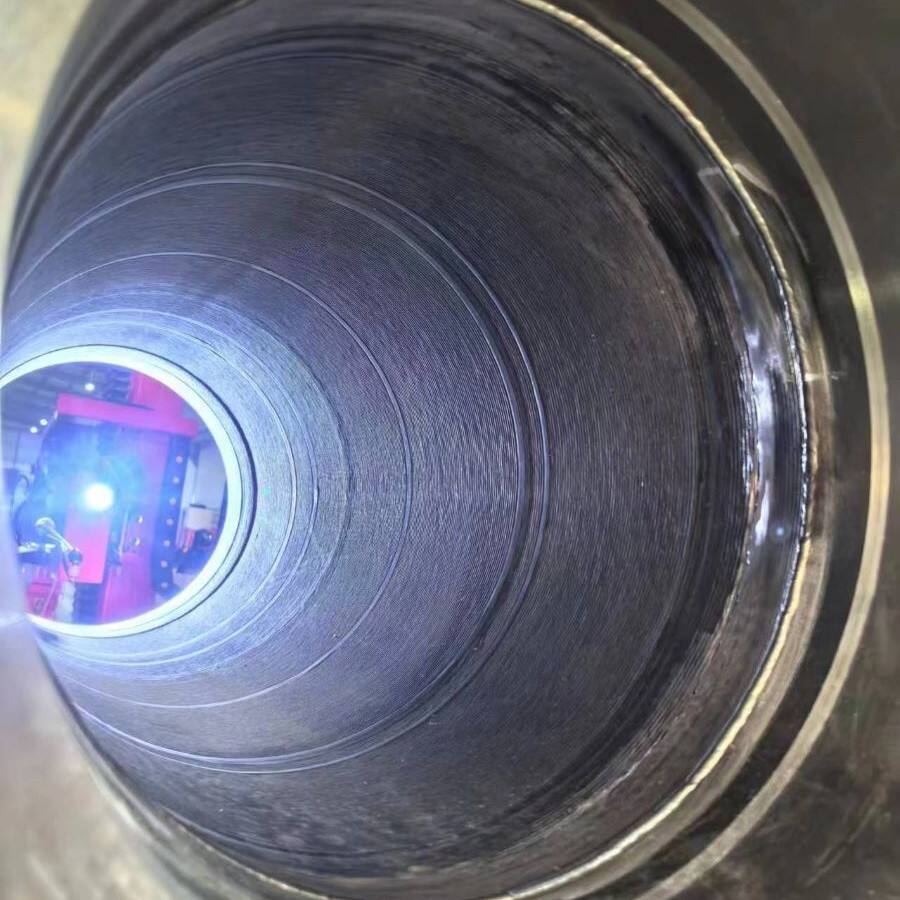
система наплавлення TIG з гарячою провідкою
Система наплавлення TIG з гарячим провідником представляє собою передовий прогрес у технології сварки, поєднуючи точність сварки TIG з ефективністю підачі гарячого провідника. Ця інноваційна система покращує традиційний процес TIG шляхом попереднього нагріву заповнювального провідника за допомогою електричного опору, перш ніж він потрапляє до зони спая. Система працює шляхом проходження електричного струму через провідник під час його підачі у зону сварки, досягаючи температур, які трохи нижчі за його точку плавлення. Цей процес попереднього нагріву значно покращує швидкість написання, при цьому зберігаючи високу якість і контроль, характерні для сварки TIG. Система включає сучасні контролі, які точно регулюють температуру провідника і швидкість його підачі, забезпечуючи оптимальну продуктивність при різних застосуваннях. Вона особливо цінна у галузях, де потрібні високоякісні корозійностікі покриття, такі як нефтехімічна, ядерна та шельфова установки. Технологія дозволяє досягти виняткового контролю над тепловим входом і проникненням, що призводить до мінімального розбавлення і високих металургічних властивостей у закінченні спая. Сучасні системи наплавлення TIG з гарячим провідником часто мають передові цифрові інтерфейси, що дозволяють точно керувати параметрами і моніторингом, забезпечуючи стабільні високоякісні результати протягом тривалих операцій.

 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY