EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY
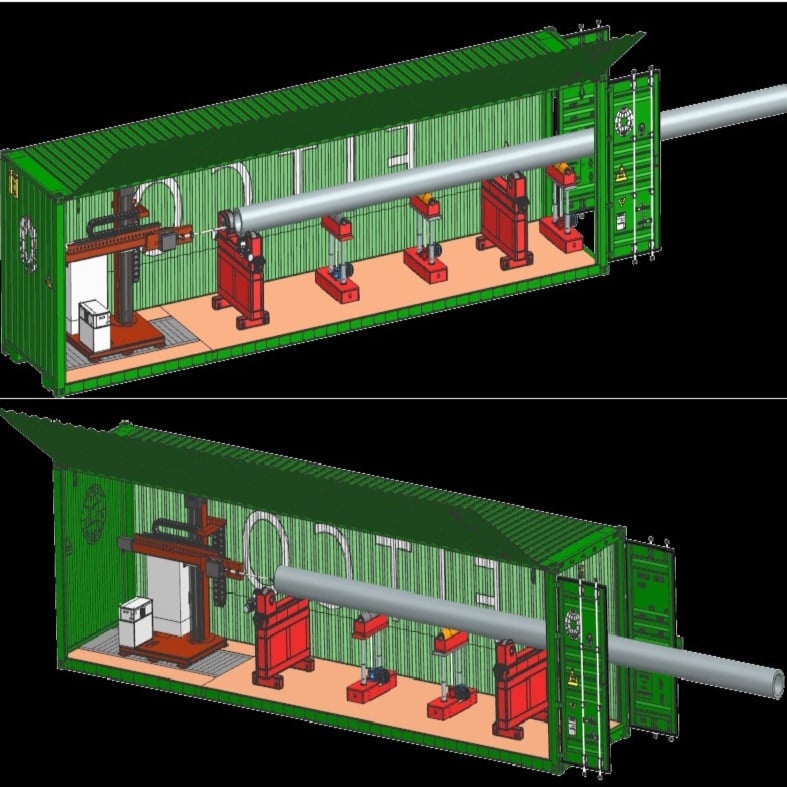
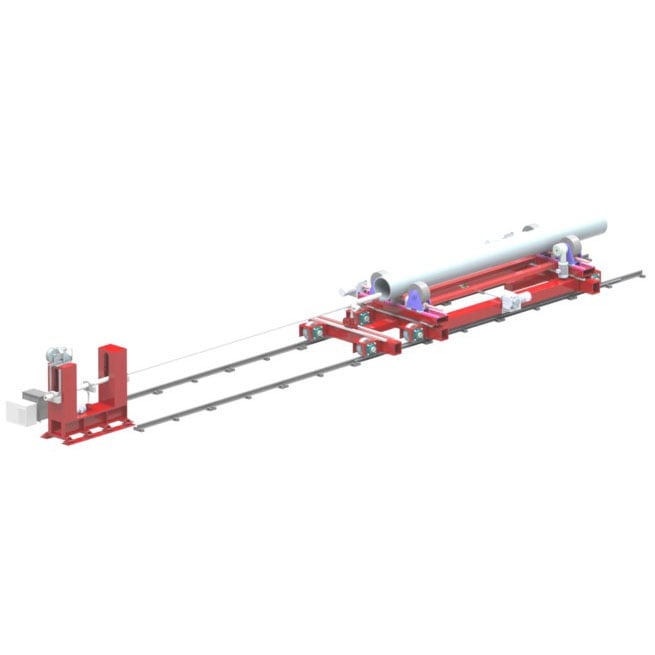
Контейнерна інтегрована горизонтальна станція для наплавлення
Станція XHL-HCS контейнерного типу, призначенена для важких та складної форми продукції для галузей нафтогазової, хімичної, виробництва кранів, тискових ємностей та інших промисловостей. Сварочний пістачок розроблений для задовolenня вимог широкого діапазону різних форм продукції. Ця машина може бути використана для точного сварювання корозійностійких матеріалів та износостійких матеріалів.
- Огляд
- Рекомендовані продукти
- Джерело зварювального струму працює від TETRIX 452 DC-типу пульсового дугового зварювального джерела струму від EWM, Німеччина. Характеристики керування зварюванням хороші, неперервна робота стабільна та надійна, а його пульсова функція відповідає технологічним вимогам зварювання.
- Джерело потужності для термічного проводника TETRIX 200 HOT WIRE від EWM використовується.
- Використання саморозробленої водяної автоматичної ТИГ-паяльної пушки, номінальна потужність струму 300А , міцний і надійний.
- Використовується останнє покоління PLC та сервосистеми Rockwell AB для керування, а також цифрове спілкування EtherNet/IP для контролю та моніторингу широкого спектру сигналів вводу, виводу та зразків у високому роздільному числі;
- Система використовує Pro-face портативний екран з дотиковим керуванням, розмір екрану 5.7 дюймів кольоровий екран, інтерфейс простий та зручний у керуванні;
- Головні електричні компоненти пристрою є імпортними брендами з Європи та США;
- Реальне часове керування довжиною дуги за допомогою трекінгу;
- Функція пам'яті параметрів, яка дозволяє зберігати та друкувати під час процесу зварювання;
- Дистанційне керування дозволяє показ реального часу, дозволяючи користувачеві бачити різні стани процесу на відстані;
- Під час процесу зварювання можна вручну регулювати параметри зварювання, такі як потужність, швидкість, напруга зварювання, швидкість подавання проволоки, горяча проволока та чи необхідно заповнювати проволоку в будь-який час для задовolenня певних спеціальних вимог;
- Налаштування початку-зупинки сварки, включаючи струм поглиблення дуги, час передочику, затримку подавання проволоки, струм дуги, затримку зупинки подавання проволоки та інші налаштування;
- Дружній та інтуїтивно зрозумілий інтерфейс програмування, що дозволяє зрозуміти процес зварювання без необхідності привертатися до спеціалістів;
- Реальне відображення напруги сварки, сварного струму, струму гарячого проводника, швидкості подавання проволоки, швидкості сварювання, пройденого шляху/кута обертання та керування сварювальним переміщенням, автоматична сварка;
- Точне встановлення відстані між вольфрамовою електродою та деталлю, електрода торкається деталі після попереднього підвищення до встановленого значення, поглиблення дуги відбувається за допомогою високочастотної дуги;
- З постійною температурою системи водяного охолодження для забезпечення тривалої неперервної роботи системи;
- Вдосконалити систему виявлення несправностей та безпосередньо відображати несправність та методи розшуку її вирішення;
- Науковий модульний дизайн, доказана система керування для зручного обслуговування та ремонту;
- Висока реалізм, висока надійність, висока точність, відкритість для задовolenня майже всіх потреб сварювання деталей;
- Система автоматичного керування з ручним регулюванням, два способи: автоматична сварка;
- Система має функцію запам'ятовування точки перериву, яка автоматично повертається до точки перериву;
- Система автоматичного керування дозволяє реалізувати три методи зварювання: зварювання головної дірки, бокової дірки та круглої плоскої поверхні;
- З офлайн-програмуванням, функцією офлайн-друку. (Ця функція не входить до цього Договору)
Горизонтальна станція для обшивки XHL-HCS, інтегрована в контейнер, призначена для важких виробів та складних форм пРОДУКТИ для нафтогазової, хімічної промисловості, виробництва клапанів, посудин під тиском та інших галузей, зварювальний паяльник розроблений з урахуванням вимог до широкого діапазону продуктів різної форми. Цей верстат може використовуватися для прецизійного зварювання матеріалів, стійких до корозії, та зносостійких матеріалів.
Ця модель має компактний дизайн, економить простір, потужна. Оснащена базовою функцією горизонтального внутрішньостінного оздоблення обкладинкою, у пристрої є функція подавання, і він може транспортувати стальну трубу до частини зажиму позиціонера. Інші функції визначають індекс програми сварки всього агрегату за умовами комерційного договору.
Обладнання для автоматичного внутрішньостінного нанесення покриття на клапан використовує технологію несплавляного пульсованого TIG-гострого провідкового наповнювального нанесення покриття. Призначена для автоматичного оздоблення швидкими спаями з ковкого сталевого провідка, нержавіючого сталевого провідка, никелевого сплаву, витривалого провідка тощо.
Стійкість, ефективність, інновації та цілодобовість — це принципи, яким дотримується FITco. Наш принцип дизайну полягає в тому, щоб спочатку забезпечити стійкість обладнання, тому ми вибираємо міжнародні контролери першого класу, електричні компоненти, джерела сварювального струму. Наша обладнання використовує найбільш сучасний і стійкий цифровий комунікаційний протокол Ethernet/IP, що забезпечує стійкість і своєчасність внутрішнього спілкування обладнання, а також залишає найбільш надійний інтерфейс і найзручніший протокол спілкування для користувачів, щоб досягти заводської цифровизації у майбутньому. Ethernet/IP можна легко реалізувати для взаємодії інформації і даних у протоколі TCP/IP, що закладає прочне основу для реалізації справжньої промисловості 4.0 і розумного заводу!
Fitco розрослася та розвинулася від заводу з виробництва оздоблювальних матеріалів та prefab-продукції, від департаменту технічного обслуговування устаткування до професійного виробника оздоблювальних матеріалів та prefab-устаткування, тому ми краще знайомі з проблемами, які користувачі можуть стикатися. Крім самої устаткування, наша знайомість з процесом зварювання значно вища, ніж у наших конкурентів.
Головні параметри:
1 |
Тип джерела живлення |
DC тип інвертора |
2 |
Сварочний струм Цикл роботи(40℃) |
5~450A 450A 80%; 420A 100% |
3 |
Струм гарячого дроту Цикл роботи(40℃) |
5~200A 200A 60%; 100A 100% |
4 |
Відсоткова ставка |
1,3 кг/год |
5 |
Зайнята площа |
18м2 |
6 |
Напруга відкритого контуру |
80 В |
7 |
Вхідна напруга |
3×400В ((-25%+20%) 50/60Гц |
8 |
Вхідна потужність |
35 кВА |
9 |
Охолодження джерела струму |
Повітряне охолодження |
10 |
Дисплей |
5.7”Інтерфейс українською/англійською |
11 |
Метод налаштування даних |
Налаштування сенсорної панелі |
12 |
Дисплей |
Екран дотику / Панель керування з дійсним відображенням |
13 |
Виявлення несправностей |
Захист від короткого замикання деталей, перегріву, надмірного струму, надмірного напругу, недостатньої кількості води, відсутності газу, помилки живлення, втрати дуги, помилки сервомеханізму. |
14 |
Прохолодження факелом |
Зовнішня постійна температура циркуляційної води охолодження |
15 |
Ємність обшивки |
Діаметр: Φ50-Φ850мм Максимальна висота горизонтального нанесення ≦500мм Навантажювана місткість: 5Т |
16 |
Точність AVC |
±0,2В |
17 |
Рекомендується піковий струм |
150~280A |
18 |
Рекомендується базовий струм |
100~200A |
19 |
Рекомендується напруга |
8~16V |
20 |
Вольфрамовий Диа. |
3.2мм, 4.0мм за опцією |
21 |
Диаграмма. |
1.2/1.0мм, 1.0/1.2мм за опцією |
22 |
Рекомендована товщина одиночного шару |
1~3мм |
23 |
Рекомендувана швидкість потоку газу |
12~20Л/хв |
24 |
Запуск дуги |
HF/Контакт |
25 |
Виробничі стандарти |
GB15579 Найновіша версія |
26 |
Кваліфікація безпеки ізоляції / стандарт |
H/IP23 |
Система зварювального живлення

СИСТЕМА КЕРУВАННЯ:
i -CLAD 100 розроблений компанією FITco за допомогою найбільш сучасних технологій у світі для проектування, виготовлення системи керування зварюванням. Система використовує американську систему керування Rockwell AB PLC, об'єднуючи досвід розробки та виробництва FITco в одному. Вона має сучасні, цифрові, прості у керуванні, інтелектуальні, універсальні, надійні тощо характеристики. Операційна система центрально налаштовує, зберігає, керує розподіленими синхронізаціями та має хорошу масштабованість функціональних параметрів при зварюванні.
Особливості системи:


При ручній настройці кожен рухомий вісь може бути налаштований окремо, а також можна встановити початок сварки.;
При автоматичній сварці, за встановленими параметрами сварювання, за певною математичною моделлю гладко;
Необов'язкова конфігурація функцій програми (наступні функції застосовуються тільки у разі їх включення до бізнес-договору): Ø
Післяпродажне обслуговування
Після закінчення гарантійного терміну постачальник здійснюватиме довготривале обслуговування своїх продуктів і надаватиме широкий спектр пріоритетної технічної підтримки протягом усього терміну експлуатації.
У період гарантійного забезпечення, якщо несправність обладнання в процесі його використання не буде усунена, Сторона Б повинна відреагувати протягом 8 годин після отримання повідомлення; якщо Клієнт досі не зможе усунути несправність, Постачальник направить інженерів з обслуговування протягом 1 тижня.