
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY





Застонова зварювання задніх шкарп'янок TIG+MIG
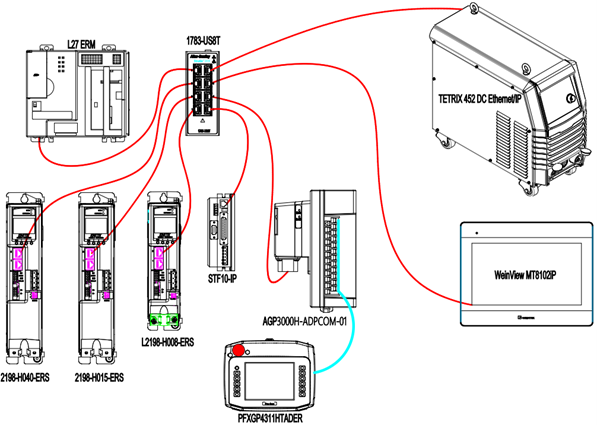
Наше обладнання використовує найдосконаліший і найстабільніший протокол цифрового зв’язку Ethernet/IP, який забезпечує стабільність і своєчасний внутрішній зв’язок обладнання, а також зберігає найнадійніший інтерфейс і найзручніший протокол зв’язку для користувачів, щоб досягти цифровізації заводського рівня в майбутнє.
- Огляд
- Рекомендовані продукти
- Сенсорний & зворотний
- Онлайн налаштування
- AVC-Управління напругою дуги
- Візуалізація фактичного значення
- Віддалена підтримка
- Від отвору до отвору
- Журнал даних
- Підтримує труби діаметром φ63–610 мм, товщиною стінки 3–70 мм і довжиною 200–6000 мм, усуваючи вузький діапазон традиційного обладнання.
- Підтримує різні матеріали, зокрема вуглецеву сталь, леговану сталь, нержавіючу сталь, сталі для низькотемпературного застосування та багатошарові (облицьовані) труби, задовольняючи різноманітні потреби у застосуванні.
- Сумісна з різними типами пазів (V-подібний, подвійний V-подібний, U-подібний тощо) без необхідності частого замінювати кріпильні пристосування, що підвищує ефективність у складних умовах роботи.
- Оснащена імпульсним зварювальним джерелом живлення німецької компанії EWM Phoenix 550 та системою гарячого дроту TETRIX SMART, що забезпечує стабільну потужність виведення й зменшує дефекти, такі як пори та тріщини.
- Убудована 10 перевірених технологічних програм зварювання, керованих ПЛК Rockwell, що забезпечує стабільну якість зварних швів у різних партіях та при роботі різних операторів.
- Дозволяє точно встановлювати та тонко налаштовувати параметри (швидкість обертання від 0 до 1000 мм/хв, амплітуда коливань від 0 до 20 мм) для отримання зварних швів високої якості.
- Привідний механізм триточкового самозцентруючого патрона відокремлений від зварювального маніпулятора й може електрично переміщатися вздовж рейки, що значно скорочує час на підготовку та зміну робочих станцій.
- Привід на основі сервомотора, кулькового гвинта та лінійної направляючої забезпечує ефективне й стабільне зварювальне переміщення, підвищуючи загальну продуктивність.
- Функція автоматичного збереження налаштувань і запам’ятовування параметрів після відключення живлення запобігає необхідності повторного налагодження після несподіваного відключення електроенергії, мінімізуючи простої.
- Важкого типу привідна система з вертикальною навантажувальною здатністю до 2 тонн і горизонтальною — до 100 кг, придатна для затискання та обертання труб великого діаметра з товстими стінками.
- Висота центра патрона ≤ 100 мм з безступінчастою регулюванням швидкості в діапазоні 0,05–2 об/хв, що забезпечує точне позиціонування та коригування орієнтації важких заготовок.
- Електричне завантаження/розвантаження заготовок зменшує інтенсивність ручної праці та ризики для безпеки.
- Використовує промисловий етернет-протокол EtherNet/IP, що підтримує побудову мережі обладнання на рівні підприємства та обмін даними для забезпечення інтеграції цифрового цеху.
- Графічний інтерфейс користувача Pro-face з керуванням правами доступу та підтримкою кількох мов для зручного керування та експлуатації персоналом різних рівнів кваліфікації.
- Має можливість візуалізації параметрів та дистанційного керування, що забезпечує повну прослідковість та гнучке («точне») управління процесом зварювання.
- Дозволяє стикове зварювання ліктів, фланців, трійників та інших трубопровідних фітингів, задовольняючи різноманітні потреби щодо заготовок за допомогою однієї системи, що зменшує інвестиції в обладнання.
- Модульна конструкція забезпечує розширення функціональності та швидке обслуговування, що зменшує простої й підвищує загальну ефективність використання обладнання.
- Повністю автоматизована робота зменшує залежність від висококваліфікованих зварників, скорочуючи витрати на робочу силу та навчання.
FIT-FAB-I-S-12M - це робоча станція зварювання дугою з аргоном, яка спеціально розроблена для заварювання за загоном сталевих труб і апаратури великих розмірів (сталеві труби, локтеві, фланси, стрічки, зміну діаметрів тощо Обсяг застосування 1-12 м довжини сталевої труби і фланцу /1,5 локтева/одиниця/різномірний діаметр зовнішнього кольця з'єднання аргонової дуги; Придатний діаметр заготовки Φ200mm ~ 1000mm.
Робоча станція використовує затискний механізм поворотного приводу фіксованого патрона для обертання сталевої труби, чотири групи рухомих роликів для перетягування фітинга труби, крокуючу зварювальну раму переміщують у положення для стикового зварювання, зварювальний пістолет за поворотом модуля, відстеження для виконання стикового зварювання труб і фланців, колін, трійників, змінного діаметра.

Таблиця параметрів продукту:
Предметом |
Технологічний параметр |
|
Вхідна напруга |
380В±10% 50±1Гц Трифазний п'ятипровідний |
|
Джерело живлення для зварювання |
Phoenix 650 puls TETRIX 200 SMART HOT WIRE |
|
|
Зварювальні процеси |
GTAW: Валюта шва: 5A-550A Робочий цикл (40 ℃): 420 A 100% |
|
|
GMAW Валюта шва: 5A-550A Робочий цикл (40 ℃): 420 A 100% | ||
|
Пила Валюта шва: 20A-650A Робочий цикл (40 ℃): 60% 590 A; 100% 500А | ||
Температура середовища |
-20℃~50℃ |
|
|
Заготовка Специфікація |
Діаметр труби |
φ63~610 мм |
Товщина стінки |
3~70 мм |
|
Довжина |
200~6000 мм |
|
Матеріалу |
Вироби з вуглецевої сталі, легованої сталі, нержавіючої сталі, низькотемпературної сталі, оболонок трубопроводів. |
|
Вимога до кута скосу |
Форма канавки V, подвійна V-подібна, U-подібна форма, тип I, U-подібна форма з вузьким зазором, кут скосу 3~ 37,5° |
|
Форма шва |
Різні секції труб стикуються кільцевими зварними швами та вставляють внутрішні та зовнішні кутові шви, такі як труба – труба, труба – коліно, труба – фланець, труба – трійник, труба – велика (мала) головка, фланець – труба – фланець, фланець – коліно, і т. д. Фланці включають: фланець втулки та плоскі зварні фланці. |
|
Форма складу обладнання |
Роздільний тип: трикулачковий самоцентруючий механізм приводу патрона повністю відокремлений від зварювального оператора та може рухатися вздовж доріжки електрично, щоб полегшити завантаження та розвантаження труб вперед і назад. |
|
|
Зварювальний апарат |
Стовпець |
Ефективний удар Режим приводу: серводвигун + трапецієподібний гвинт + лінійна напрямна |
Балку |
Ефективний удар Режим приводу: серводвигун + кульковий гвинт + лінійна напрямна |
|
Шасі |
Розмір Режим руху: перетворювач частоти + ролик + рейка |
|
Система приводу |
Режим приводу |
Серводвигун, редуктор, патрон приводять в обертання трубу. |
Навантажувальна здатність |
Вертикальна вага 2 тонни, ексцентрична вага 100 кг. |
|
Макс. крутний момент |
≥2000 Нм |
|
Швидкість обертання |
0,05-2 об/хв, безступінчасте регулювання (привід серводвигуна 3 кВт) |
|
Центральна висота патрона |
≤ 1000 мм |
|
Система управління |
Програмне забезпечення керування |
Управління ПЛК Rockwell і програмне забезпечення для керування включають 10 наборів зрілих програм процесу зварювання та максимальне зберігання 50 наборів програм процесу зварювання. |
Дистанційне керування |
Діалоговий інтерфейс HMI оператора Pro-Face Manual. |
|
Пароль |
Система керування може керувати паролями для розрізнення дозволів користувачів. |
|
Автоматичне збереження та пам'ять про збій живлення |
Система має автоматичне збереження та функцію пам’яті про збій живлення, що може запобігти ризику, спричиненому збою живлення. |
|
Діапазон налаштування параметрів зварювання |
Швидкість обертання заготовки 0-1000 мм/хв, довжина скосу 5-30 мм, зварювальний поворот 0-20 мм, швидкість повороту: 0~300 мм/хв, ліворуч і праворуч залишаються приблизно 0-3 с, доступні попередні налаштування та точне налаштування. |
|

Система живлення для зварювання:
· Аргонодугове джерело живлення TETRIX 452 DC DC імпульсне аргонодугове зварювання виробництва німецької компанії EWM. Зварювальний апарат має хороші механічні характеристики, стабільну та надійну безперервну роботу, а його імпульсна функція відповідає технічним вимогам наплавлення.
· Джерело живлення TETRIX 200 SMART HOT WIRE від EWM використовується.
· Саморозроблений автоматичний TIG зварювальний пальник з водяним охолодженням, номінальна пропускна здатність 300A, міцний, хороший захисний ефект.
· Має хорошу стабільність дуги як при високій, так і при низькій напрузі дуги.
· Джерела живлення, розроблені для зв'язку з використанням більшості стандартних протоколів, таких як TCP/IP (LAN), CAN тощо, можуть безпосередньо спілкуватися з PLC.

СИСТЕМНИЙ КОНТРОЛЕР І ДИСТАНЦІЙНИЙ КОНТРОЛЕР
ПРОГРАМНЕ ЗАБЕЗПЕЧЕННЯ СЕРІЇ WO-ACS на базі
Основні ціннісні пропозиції, що вирішують галузеві болючі точки
1. Вирішує проблему обмеженої адаптивності до труб великих діаметрів та різних специфікацій
2. Усуває нестабільність та невідповідність якості зварювання

3. Подолання «вузьких місць» у продуктивності в складних умовах роботи
4. Вирішення проблем затискання та позиціонування важких виробів

5. Заповнює прогалину у цифровому й інтелектуальному управлінні
6. Знижує високі витрати та низьку адаптивність
Підтримка післяпродажного обслуговування
Ми повністю відповідаємо за надання професійних технічних послуг після продажу та постачання справжніх запасних частин, забезпечуючи безперебійну роботу вашого обладнання протягом усього терміну його експлуатації.
Зобов’язання щодо гарантії на продукт
Ми надаємо 12-місячну гарантію на якість усього обладнання, яка починається з дати остаточного приймання та підписання. Ця гарантія поширюється на проблеми з якістю обладнання за умов нормального використання, за винятком витратних матеріалів і пошкоджень, спричинених людським фактором.
(i) У період гарантії: якщо обладнання виходить з ладу через природні дефекти якості, ми надаємо безкоштовні послуги з технічного обслуговування та ремонту. У разі несправностей, спричинених неправильним використанням, наші фахівці оперативно відреагують, щоб усунути проблему, а розумні витрати на обслуговування будуть покладені на клієнта.
(ii) Важлива примітка: використання неоригінальних запасних частин або замінників призведе до автоматичного припинення ваших гарантійних прав.
Пожиттєве обслуговування та підтримка
Наша зобов'язаність не закінчується після закінчення гарантійного терміну. Після закінчення 12-місячної гарантії ми продовжуємо надавати життєві послуги технічного обслуговування для всіх наших пРОДУКТИ . Ви також можете скористатися перевагами технічної підтримки протягом усього життя, що забезпечує довготривальну цінність вашої інвестиції.
Протягом гарантійного терміну ми забезпечуємо пріоритетну ефективність вашого виробництва за допомогою швидкої системи реагування:
(ii) Після отримання повідомлення про несправність обладнання ми надамо відповідь протягом 8 годин, щоб направити вас у процесі усунення несправності.
(ii) Якщо проблему неможливо вирішити дистанційно, ми направимо професійних інженерів-майстрів до вашого місця розташування протягом 1 тижня, щоб усунути несправність.
Завдяки нашій комплексній післяпродажній підтримці ви можете зосередитися на своїх основних операціях, поки ми піклуємося про ваше обладнання. Для будь-яких запитань щодо післяпродажного обслуговування звертайтеся до нашої спеціалізованої сервісної команди в будь-який час





