EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




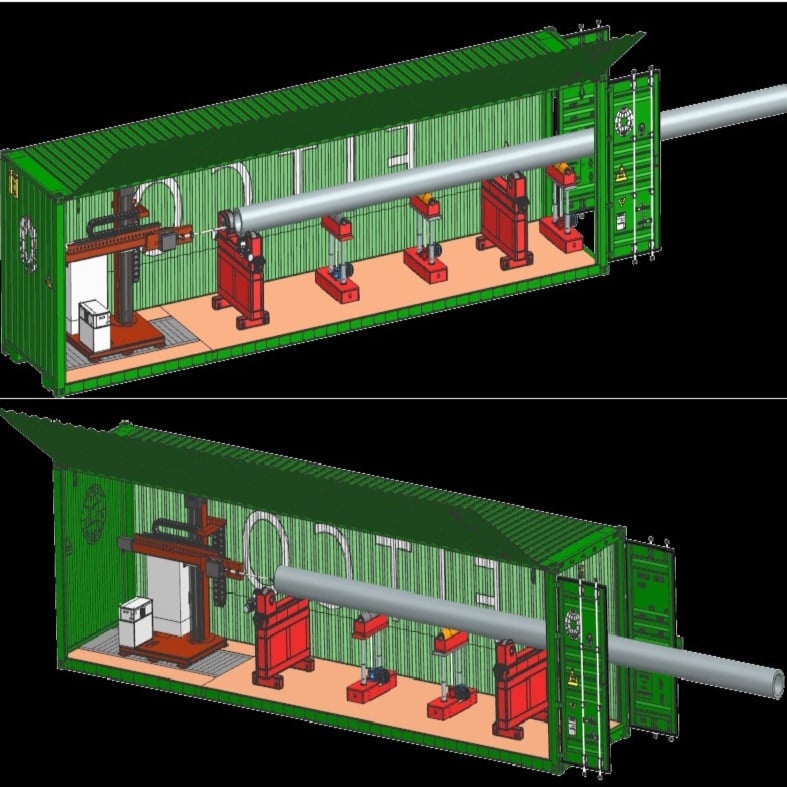
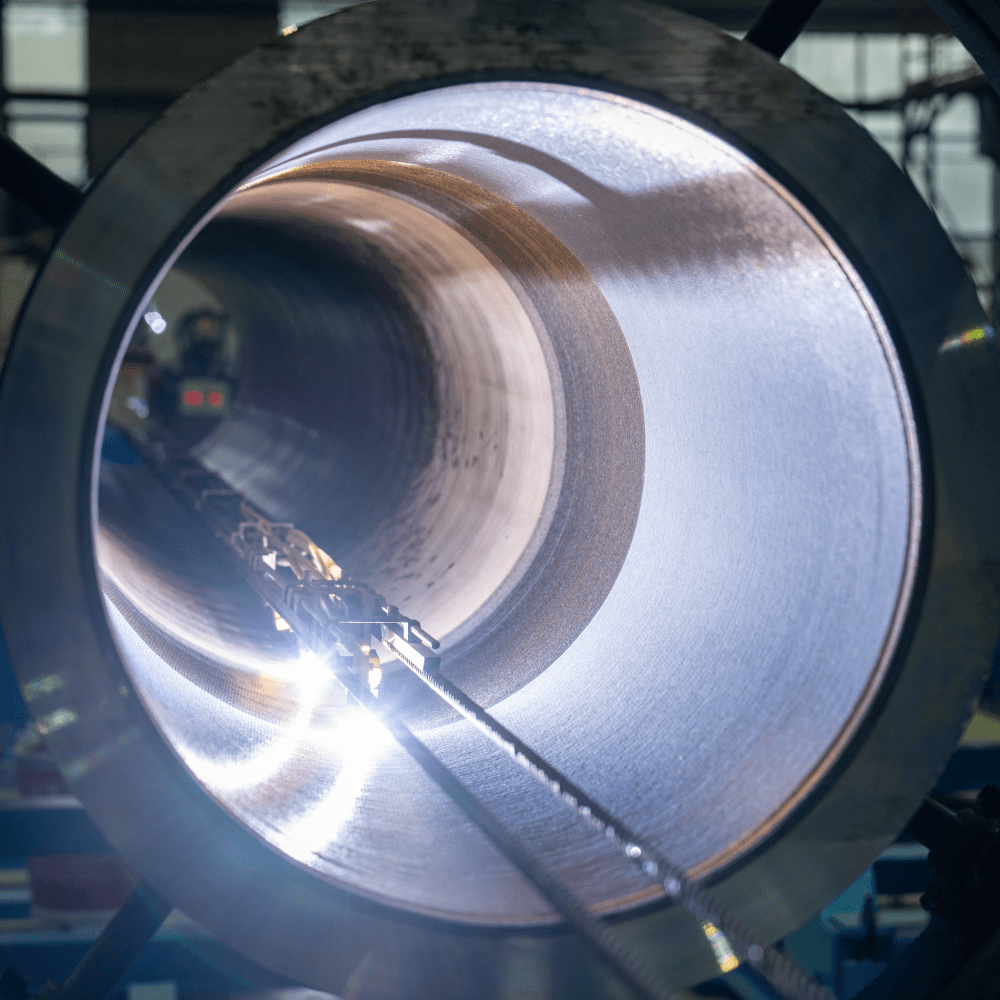
TIG-svetsmaskin för överläggning av olje- och gasrör
Med den dubbla brännaren och dubbla tråddesignen kan deponeringshastigheten uppnå 5,0 kg/timme.
Med EWM TETRIX 452 DC-pulsbågs svetsströmförsörjning och TETRIX 200 HOT WIRE termiska trådströmförsörjning. Svetsprestandan är mycket utmärkt.
Rockwell AB:s senaste generation PLC och servosystem, EtherNet/IP digital kommunikation används för att kontrollera och övervaka ett brett spektrum av ingångs-, utgångs- och provsignaler i hög upplösning.
- Översikt
- Rekommenderade produkter
- Rör & dra tillbaka
- Online justera
- AVC-Bark Spänningsreglering
- Visualization av verkligt värde
- Fjärrstöd
- Med en bredd av högst 150 mm
- Data logg
- Svetsens strömförsörjning drivs av TETRIX 452 DC-typ DC-pulsbågs svetsströmförsörjning som produceras av EWM AG, Tyskland. Svetsens manövreringskarakteristika är bra, den kontinuerliga driften är stabil och pålitlig, och dess pulsfunktion uppfyller processkraven för svetsning.
- Den TETRIX 200 HOT WIRE termiska trådströmförsörjningen från EWM används.
- Arbetstemperatur: -40ºC~+55ºC
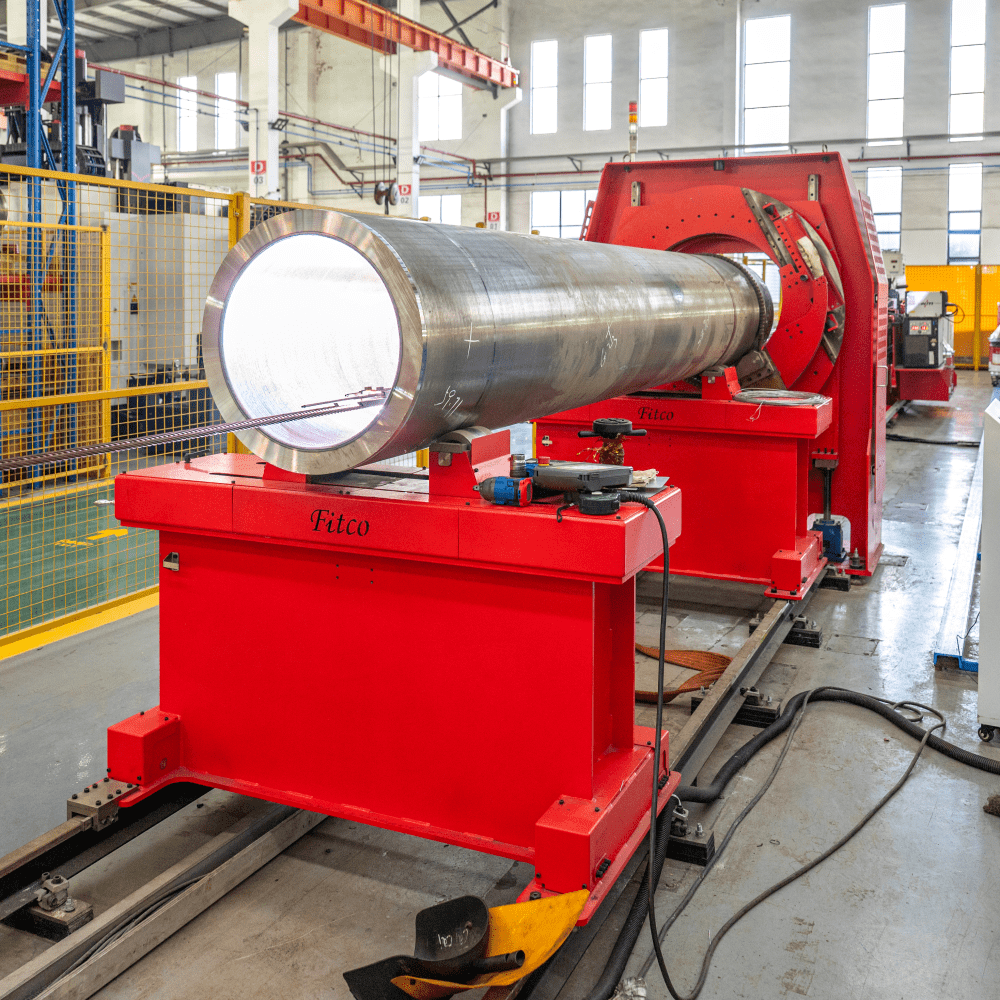
FITco är hedrad att tillhandahålla modell XHL-PCS beklädnadsstation som är designad för rör och kärl för olja och gas, kemikalier, ventilstillverkning, tryckkärl och andra industrier.
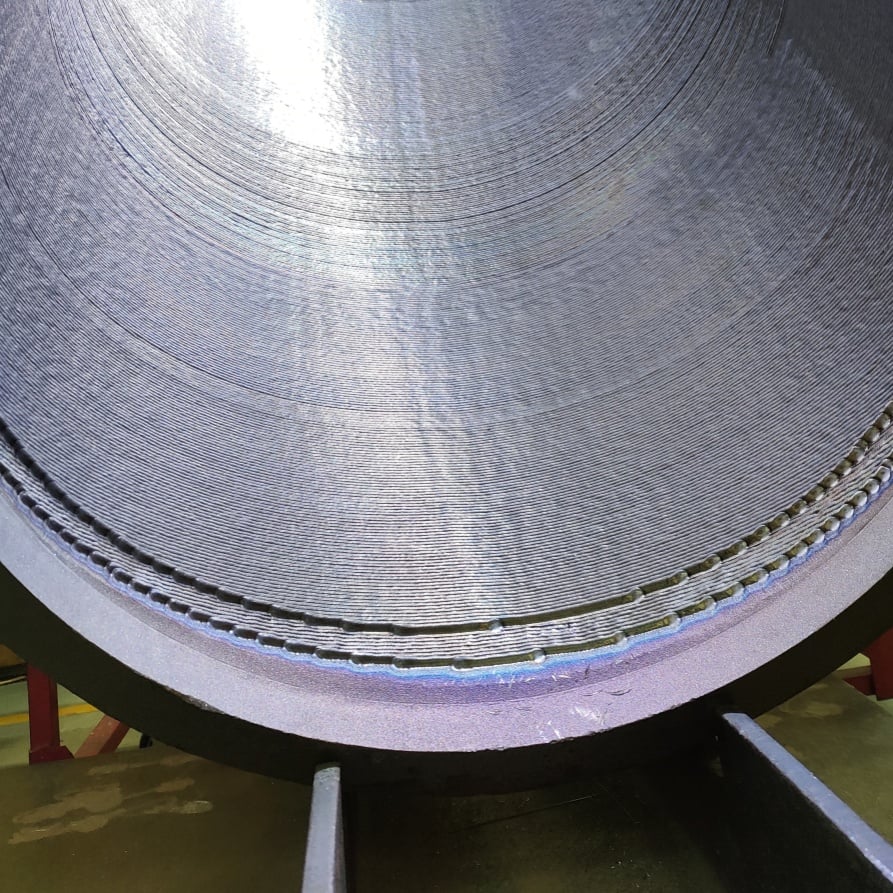
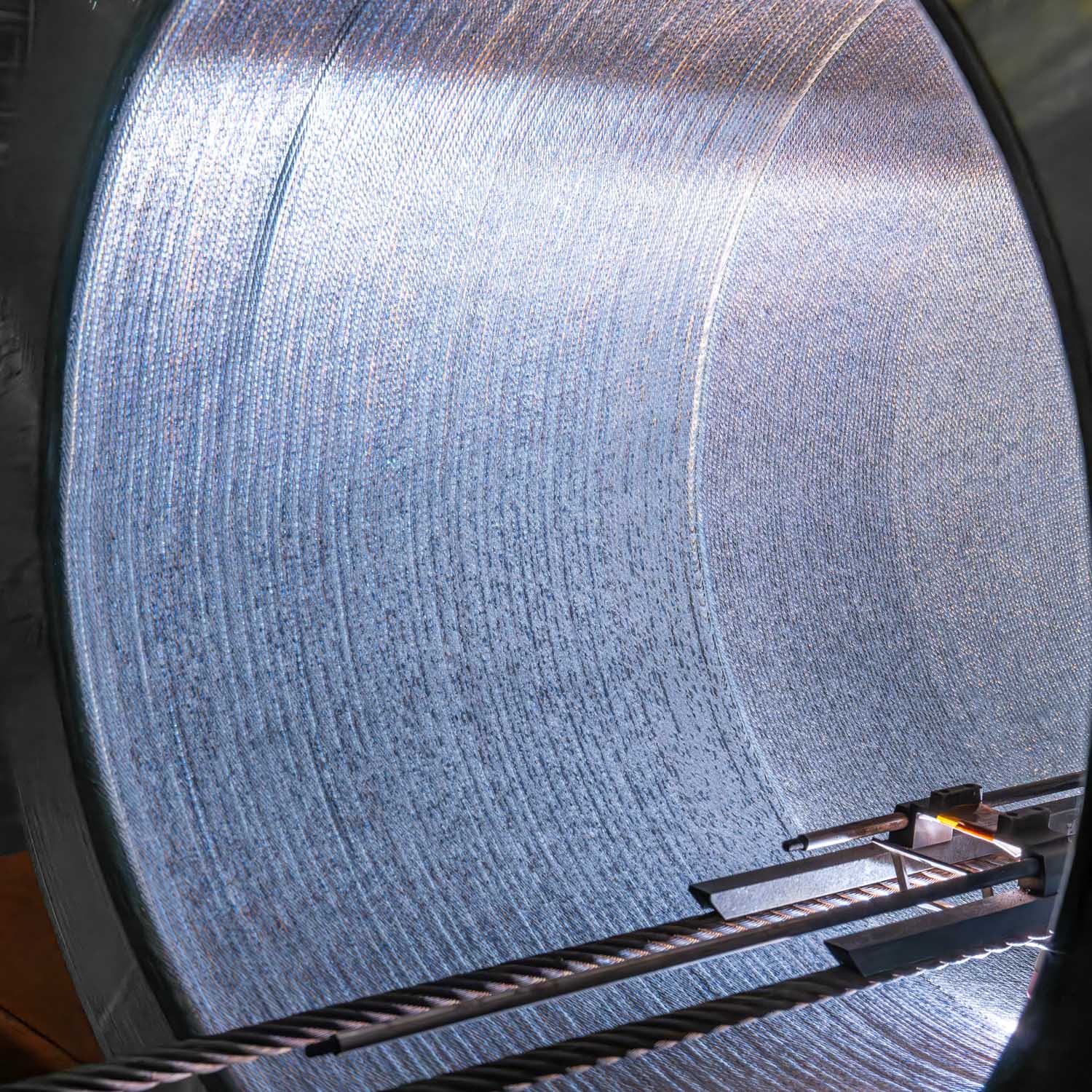
Utrustningen används huvudsakligen för mindre än 12,5 m rörs inre vägg anti-korrosionssvetsning, svetsröret drivs av ändhål chuck rotation, svetsbrännaren dras av wire rope och vägledningsutrustning som positionerar och fullbordar svetsningen in i kanalen.
- Arbetsstyckets vikt: upp till 10Ton
- Rörmaterial: API 5L Gr.B, X52, X60, X65, rostfritt stål, CrMo-stål, etc.
- Fasadform: innerväggssvetsning utan lutning
- Fasadgruppspar: Inga;
- Svetsposition: 1G positionsvetsning (svetsgun inte rör sig, arbetsstycke roterar)
- Svetsmetod: hettråd TIG
- Uppvärmningskrav: Enligt svetsprocessen är systemet inte konfigurerat för att värma upp systemet.
- Inspektionskrav för svetslager: 100% UT-lager/100% PT
- Typiska arbetsstycken: varmvalsade stålrör, sömlösa stålrör, smidda rör, etc.

Tekniska parametrar:
1 |
Typ av strömkälla |
DC Typ Inverter |
2 |
Svetsström Arbetscykel(40℃) |
5~450A 450A 80%; 420A 100% |
3 |
Hettrådsström Arbetscykel(40℃) |
5~200A 200A 25%; 150A 60%; 140A 100%. |
4 |
Öppen krets spänning |
80 V |
5 |
Inmatningsspänning |
3×400V(-25%+20%) 50/60Hz |
6 |
Ingångseffekt |
60 KVA |
7 |
Inverterkylning |
Luftkylning |
8 |
Display |
5.7” Touch Panel handhållen gränssnitt / 12” Touch Panel på kontrollskåp |
9 |
Datainställningsmetod |
Touchpanelinställning |
10 |
Felsökning |
Kortslutning, över temperaturskydd, över strömskydd, över spänningsskydd, vattenbristskydd, bristande gasskydd, strömavbrott, bågfel. |
11 |
Fackla |
Två svetsbrännare med individuell extern konstant temperatur cirkulerande vattenkylning med kylaggregat |
12 |
Kylvattenvolym |
6L |
13 |
Tillverkningsstandard |
För att få en sådan information: |
14 |
Isolationssäkerhetsnivå /Standard |
H/IP23 |
15 |
Beläggningskapacitet |
OD : Φ168 ~ Φ850mm / 6 till 32 tum ID minimum 140 efter beläggning. Längd: Max 6500mm till 12500mm enligt inköpsorder |
16 |
Insättningsgrad(2 lampor) |
Max 4 Kg/timme för långsiktig stabil drift. Kapacitet upp till 6kg/timme (enligt tillståndet för rörslipning, rakhet och diameter) |
17 |
Överläggningsrörelsehastighet |
Upp till 1200mm/min |
18 |
Trådmatningshastighet |
Upp till 5M/min |
19 |
AVC Noggrannhet |
±0.3V |
20 |
Rekommenderad toppström |
150~280A |
21 |
Rekommenderad basström |
100~200A |
22 |
Rekommenderad spänning |
8~16V |
23 |
Tungstensdiam. |
3.2/4.0mm |
24 |
Tråddiam. & Spole storlek |
1.2/1.6mm 15kgs BS 300 spolar (Φ300xW104xC53mm) eller 250 kgs tunnor svetstråd |
25 |
Enskiktstjocklek |
1~3mm |
26 |
Rekommenderad gasflödeshastighet |
12~20L/min |
27 |
Bågstartande |
HF/Kontakt |
 |
 |
 |
 |
Utrustningsinstruktioner
Utrustningen används huvudsakligen för svetsning av den inre väggen på långa rör, basröret drivs och roteras av den ihåliga chuck-svetsningssvängmekanismen, svetsningspistolen positioneras av draglinan och vägledningsutrustningen och slutför svetsningen in i passagen.
Utrustningen består av svetsningskraftkälla, svetsningshuvud, huvuddrivningsledningssystem, svetsningssvängmekanism, rullram, elektriskt kontrollsystem och vattenkylsystem.
 |
 |
Systemkontrollen och fjärrkontrollen
WO-ACS-SERIES Mjukvara baserad på
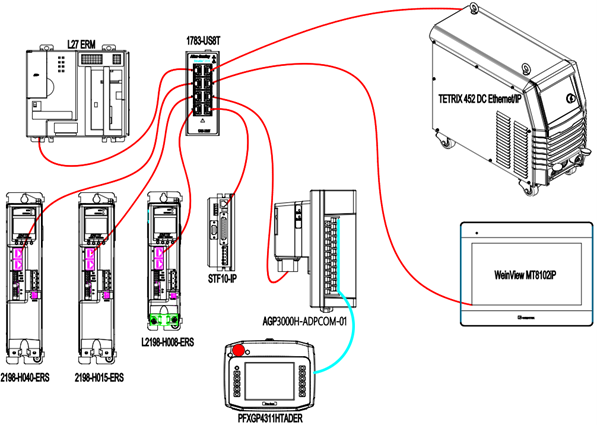
Svetsningskraftkälla System:
Skåp Luftkonditionering är valfritt
Skåp luftkonditionering används i områden med hög temperatur.

Efterförsäljningssupport
Vi tar fullt ansvar för att erbjuda professionell teknisk service efter försäljning samt äkta reservdelar, vilket säkerställer att din utrustning fungerar smidigt under hela sin livscykel.
Produktgarantilöfte
Vi erbjuder en 12-månaders kvalitetsgaranti för all utrustning, som börjar från datumet för slutgiltig acceptans och signering. Denna garanti täcker kvalitetsproblem med utrustningen vid normal användning, med undantag för förbrukningsdelar och skador orsakade av mänskliga faktorer.
(i)Under garantiperioden: Om utrustningen fungerar fel på grund av inbyggda kvalitetsfel erbjuder vi kostnadsfria underhålls- och reparations tjänster. För fel orsakade av felaktig användning kommer våra tekniker att snabbt svara för att lösa problemet, och rimliga servicekostnader bärs av kunden.
(ii)Viktig information: Användning av ej äkta reservdelar eller ersättningsdelar leder till automatisk upphörande av dina garantirättigheter.
Livslångt underhåll och support
Vårt engagemang slutar inte med garantin. Efter att 12-månadersgarantin löpt ut erbjuder vi fortsatt livslång underhållstjänst för alla våra produkter . Du kan också njuta av förmånlig teknisk support livet ut, vilket säkerställer långsiktig värdeutveckling för din investering.
Under garantiperioden prioriterar vi din produktionseffektivitet med ett snabbsvars system:
(ii)När vi tagit emot din anmälan om utrustningsfel kommer vi att svara inom 8 timmar för att vägleda felsökning.
(ii) Om problemet inte kan lösas på distans skickar vi professionella underhållstekniker till din plats inom 1 vecka för att åtgärda problemet.
Med vår omfattande eftersäljningsupport kan du fokusera på dina kärnverksamheter medan vi tar hand om dina utrustningsbehov. För alla eftersäljningsförfrågningar kan du när som helst kontakta vårt specialiserade serviceteam