กระบวนการเชื่อมทับซ้อน
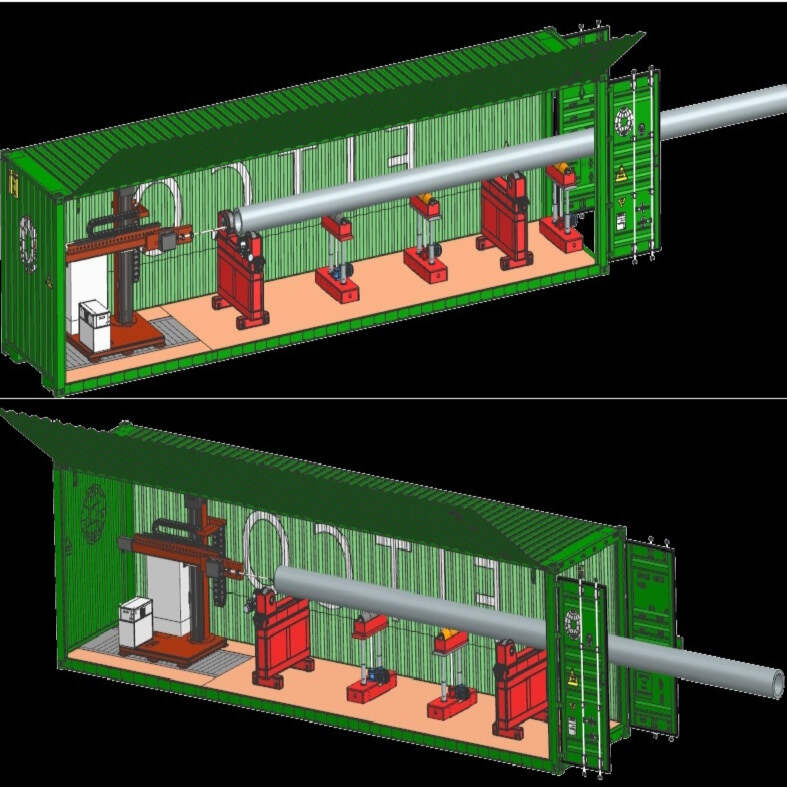
กระบวนการเชื่อมทับซ้อน (weld overlay) เป็นเทคนิคโลหการขั้นสูงที่ออกแบบมาเพื่อปรับปรุงคุณสมบัติพื้นผิวของวัสดุพื้นฐานผ่านการใช้วิธีการเชื่อมเฉพาะทาง แนวทางการผลิตขั้นสูงนี้เกี่ยวข้องกับการสะสมชั้นวัสดุที่มีคุณภาพเหนือกว่าลงบนชิ้นส่วนที่มีอยู่แล้ว เพื่อสร้างโครงสร้างแบบคอมโพสิตที่รวมความแข็งแรงของโลหะพื้นฐานเข้ากับคุณสมบัติพื้นผิวที่ดีขึ้น กระบวนการเชื่อมทับซ้อนใช้เทคโนโลยีการเชื่อมหลากหลายประเภท ได้แก่ การเชื่อมแบบอาร์คจม (submerged arc welding), การเชื่อมแบบอาร์คทังสเตนในบรรยากาศก๊าซ (gas tungsten arc welding) และการเชื่อมแบบอาร์คพลาสมาถ่ายโอน (plasma transferred arc welding) เพื่อให้บรรลุการสะสมวัสดุอย่างแม่นยำ หน้าที่หลักของกระบวนการนี้ ได้แก่ การปรับปรุงความต้านทานการกัดกร่อน การป้องกันการสึกหรอ การฟื้นฟูมิติ (dimensional restoration) และการเพิ่มความแข็งของพื้นผิว (surface hardening) คุณลักษณะทางเทคโนโลยีที่ทำให้กระบวนการเชื่อมทับซ้อนโดดเด่น ได้แก่ การควบคุมปริมาณความร้อนที่ป้อนเข้าอย่างแม่นยำ การเชื่อมผสานทางโลหการที่แน่นหนาและแม่นยำ รวมทั้งความสามารถในการปรับความหนาของชั้นที่สะสมได้ตามความต้องการ กระบวนการนี้ช่วยให้ผู้ผลิตสามารถเลือกวัสดุสำหรับการทับซ้อนได้หลากหลาย ทั้งเหล็กกล้าไร้สนิม โลหะผสมที่มีนิกเกิลเป็นองค์ประกอบ องค์ประกอบคาร์ไบด์โครเมียม และวัสดุพิเศษสำหรับการเสริมความแข็งของพื้นผิว (hardfacing materials) แอปพลิเคชันของกระบวนการนี้ครอบคลุมหลายอุตสาหกรรม ซึ่งความทนทานของชิ้นส่วนและการเพิ่มประสิทธิภาพการทำงานยังคงเป็นปัจจัยสำคัญอย่างยิ่ง สถาน facilities ผลิตพลังงานใช้กระบวนการเชื่อมทับซ้อนกับท่อหม้อไอน้ำ ภาชนะรับแรงดัน และชิ้นส่วนเทอร์ไบน์ไอน้ำที่สัมผัสกับสภาวะการปฏิบัติงานที่รุนแรงมาก อุตสาหกรรมน้ำมันและก๊าซใช้เทคโนโลยีนี้ในการฟื้นฟูท่อส่ง ชิ้นส่วนวาล์ว และอุปกรณ์การเจาะที่สัมผัสกับสภาพแวดล้อมที่กัดกร่อน ส่วนอุตสาหกรรมเหมืองแร่และก่อสร้างได้รับประโยชน์จากกระบวนการเชื่อมทับซ้อนที่ใช้กับถังตักของเครื่องขุด (excavator buckets), ชิ้นส่วนเครื่องบด (crusher components) และชิ้นส่วนเครื่องจักรหนักอื่นๆ ที่ประสบกับสภาวะการสึกหรอแบบกัดกร่อนรุนแรงอย่างมาก กระบวนการนี้แสดงให้เห็นถึงความยืดหยุ่นสู exceptional ในการแก้ไขปัญหาวัสดุที่หลากหลาย ขณะเดียวกันยังคงรักษาความคุ้มค่าทางต้นทุนเมื่อเปรียบเทียบกับกลยุทธ์การเปลี่ยนชิ้นส่วนทั้งหมด

 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY