EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY
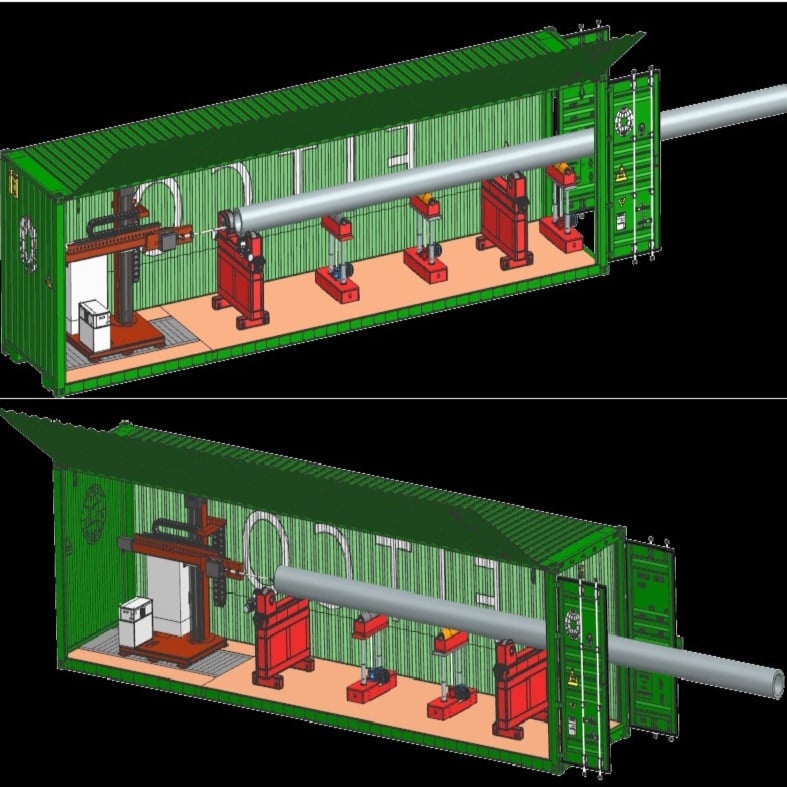
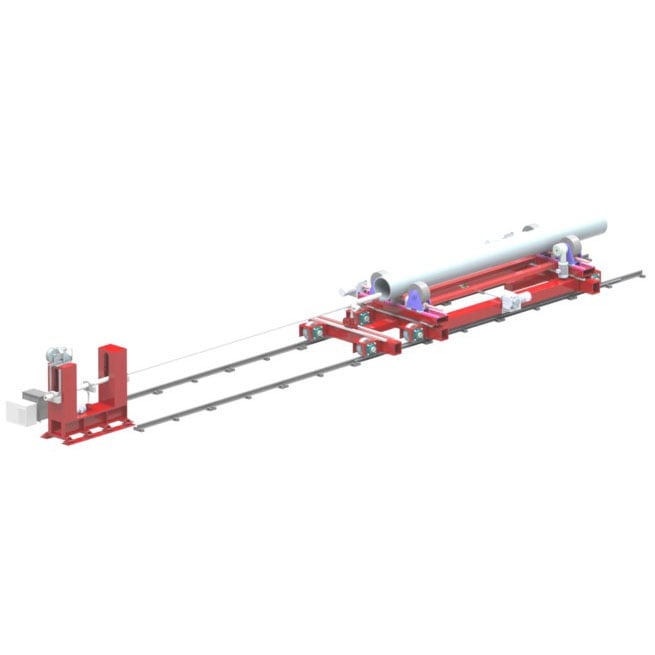
สถานีเคลือบผิวแนวนอนแบบบูรณาการคอนเทนเนอร์
สถานีเคลือบผิวแนวนอน XHL-HCS ที่บูรณาการกับคอนเทนเนอร์ ออกแบบสำหรับผลิตภัณฑ์ที่หนักและมีรูปร่างซับซ้อนสำหรับอุตสาหกรรมน้ำมันก๊าซ เคมี การผลิตวาล์ว ถังแรงดัน และอุตสาหกรรมอื่น ๆ โดยหัวเชื่อมได้ออกแบบให้ตอบสนองความต้องการของผลิตภัณฑ์ที่มีรูปร่างหลากหลาย เครื่องนี้สามารถใช้สำหรับการเชื่อมที่แม่นยำของวัสดุป้องกันการกัดกร่อนและวัสดุทนการสึกหรอ
- ภาพรวม
- ผลิตภัณฑ์ที่แนะนำ
- แหล่งจ่ายไฟสำหรับการเชื่อมใช้ TETRIX 452 แบบ DC พัลส์อาร์คเชื่อมที่ผลิตโดย EWM จากประเทศเยอรมนี มีคุณสมบัติในการควบคุมการเชื่อมที่ดี การทำงานต่อเนื่องมีเสถียรภาพและน่าเชื่อถือ และฟังก์ชันพัลส์ตอบสนองตามข้อกำหนดของกระบวนการเชื่อม
- แหล่งพลังงานลวดความร้อน TETRIX 200 HOT WIRE จาก EWM ถูกใช้งาน
- การใช้หัวเชื่อมแบบ TIG อัตโนมัติที่พัฒนาขึ้นเองพร้อมระบบระบายความร้อนด้วยน้ำ มีกำลังไฟฟ้ากระแสตรงตามเกณฑ์ 300A ทนทานและน่าเชื่อถือ
- ใช้ระบบ PLC และระบบเซอร์โวรุ่นล่าสุดของ Rockwell AB การสื่อสารดิจิทัล EtherNet/IP ใช้เพื่อควบคุมและตรวจสอบสัญญาณอินพุต ออตพุต และการเก็บตัวอย่างในหลายระดับด้วยความละเอียดสูง;
- ระบบใช้หน้าจอสัมผัสแบบพกพาของ Pro-face ขนาดหน้าจอ 5.7 นิ้ว สี หน้าจอ อินเทอร์เฟซเรียบง่ายและสะดวกต่อการใช้งาน;
- ชิ้นส่วนไฟฟ้าหลักของเครื่องมีการนำเข้าจากยี่ห้อชั้นนำในยุโรปและสหรัฐอเมริกา;
- ควบคุมการติดตามความยาวของอาร์คน์แบบเรียลไทม์;
- ฟังก์ชันการจดจำพารามิเตอร์ สามารถบันทึกและพิมพ์ระหว่างกระบวนการเชื่อมได้;
- รีโมทคอนโทรลสามารถแสดงผลแบบเรียลไทม์ ทำให้ผู้ใช้สามารถเห็นสถานะต่างๆ ในกระบวนการบนรีโมทคอนโทรล;
- กระบวนการเชื่อมสามารถปรับพารามิเตอร์การเชื่อมด้วยมือ เช่น กระแสไฟฟ้า ความเร็ว แรงดันไฟฟ้าในการเชื่อม ความเร็วของการป้อนลวด กระแสไฟฟ้าของลวดร้อน และการเติมลวดได้ตลอดเวลา เพื่อตอบสนองความต้องการพิเศษบางอย่าง;
- การตั้งค่าการเริ่มต้นและหยุดเชื่อม รวมถึงกระแสสำหรับการจุดอาร์ก เวลาเปิดลมล่วงหน้า การส่งลวดล่าช้า กระแสอาร์ก การหยุดส่งลวดล่าช้า และการตั้งค่าอื่น ๆ;
- อินเทอร์เฟซการเขียนโปรแกรมที่เป็นมิตรและใช้งานง่าย ทำให้คุณเข้าใจกระบวนการเชื่อมโดยไม่จำเป็นต้องมีบุคลากรเฉพาะทาง;
- แสดงผลแบบเรียลไทม์ของแรงดันไฟฟ้าในการเชื่อม กระแสเชื่อม กระแสสายร้อน ความเร็วของการส่งลวด ความเร็วในการเชื่อม ระยะทางการเดิน/มุมหมุน และควบคุมการเดินทางของการเชื่อม อัตโนมัติ;
- ตั้งค่าระยะห่างระหว่างอิเล็กโทรดทังสเตนกับชิ้นงานอย่างแม่นยำ เมื่ออิเล็กโทรดแตะชิ้นงานหลังจากถูกดันไปยังค่าที่ตั้งไว้ การจุดอาร์กจะใช้วิธีการอาร์กความถี่สูง;
- มีระบบทำความเย็นด้วยน้ำที่ควบคุมอุณหภูมิคงที่ เพื่อให้ระบบสามารถทำงานต่อเนื่องระยะยาวได้;
- ปรับปรุงระบบตรวจจับข้อผิดพลาดและแสดงข้อผิดพลาดพร้อมวิธีการแก้ไขปัญหาโดยตรง;
- การออกแบบโมดูลาร์ทางวิทยาศาสตร์ ระบบควบคุมที่ได้รับการพิสูจน์แล้วเพื่อให้สะดวกต่อการซ่อมแซมและการบำรุงรักษา;
- ความเป็นจริงสูง ความน่าเชื่อถือสูง ความแม่นยำสูง การเปิดกว้างเพื่อตอบสนองความต้องการการเชื่อมของชิ้นงานเกือบทั้งหมด;
- ระบบควบคุมอัตโนมัติพร้อมการปรับแต่งด้วยมือ รองรับสองโหมดคือการเชื่อมอัตโนมัติและการปรับแต่งด้วยมือ;
- ระบบมีฟังก์ชันจำจุดคืนสถานะที่สามารถกลับไปยังจุดคืนสถานะโดยอัตโนมัติ;
- ระบบควบคุมอัตโนมัติสามารถรองรับสามวิธีการเชื่อม ได้แก่ การเชื่อมหลุมหลัก การเชื่อมหลุมด้านข้าง และการเชื่อมพื้นผิวรอบกลม;
- พร้อมฟังก์ชันการเขียนโปรแกรมแบบออฟไลน์และการพิมพ์แบบออฟไลน์ (ฟีเจอร์นี้ไม่ได้รวมอยู่ในข้อตกลงนี้)
สถานีติดตั้งแผ่นผนังแนวนอนแบบบูรณาการ XHL-HCS ซึ่งได้รับการออกแบบสำหรับงานที่มีน้ำหนักมากและรูปร่างซับซ้อน ผลิตภัณฑ์ สำหรับอุตสาหกรรมน้ำมันและก๊าซ เคมีภัณฑ์ การผลิตวาล์ว ภาชนะความดัน และอุตสาหกรรมอื่นๆ โดยหัวเชื่อมถูกออกแบบมาเพื่อตอบสนองความต้องการของผลิตภัณฑ์ที่มีรูปร่างหลากหลายชนิด เครื่องจักรนี้สามารถใช้สำหรับงานเชื่อมอย่างแม่นยำในวัสดุที่ทนต่อการกัดกร่อนและวัสดุที่ทนต่อการสึกหรอ
รุ่นนี้มีการออกแบบกะทัดรัด ประหยัดพื้นที่ มีประสิทธิภาพสูง พร้อมกับฟังก์ชันพื้นฐานของการเคลือบผิวด้านในแนวนอน อุปกรณ์ยังมีฟังก์ชันการจ่าย และสามารถลำเลียงท่อเหล็กไปยังส่วน加紧ของตำแหน่ง นอกจากนี้ฟังก์ชันอื่น ๆ จะกำหนดดัชนีโปรแกรมการเชื่อมของเครื่องทั้งหมดตามเงื่อนไขของสัญญาธุรกิจ
อุปกรณ์เคลือบผิวภายในลูกหมุนแบบอัตโนมัติใช้เทคโนโลยีการเคลือบผิวด้วยเส้นเชื่อมร้อนแบบ TIG ช '\' ารจ์ไฟฟ้าที่ไม่ละลาย เหมาะสำหรับการเชื่อมเคลือบผิวอัตโนมัติด้วยเส้นลวดเหล็กคาร์บอน เส้นลวดสเตนเลส เส้นลวดโลหะฐานนิกเกิล เส้นลวดทนการ摩损 เป็นต้น
ความมั่นคง ประสิทธิภาพ การนวัตกรรม และความซื่อสัตย์เป็นหลักการที่ FITco ยึดถือ การออกแบบของเราเน้นย้ำถึงความมั่นคงของเครื่องจักรก่อนเสมอ เราจึงเลือกใช้คอนโทรลเลอร์ อุปกรณ์ไฟฟ้า และแหล่งพลังงานสำหรับการเชื่อมชั้นนำระดับนานาชาติ เครื่องจักรของเราใช้โปรโตคอลการสื่อสารดิจิทัลที่ล้ำหน้าและมั่นคงที่สุด คือ Ethernet/IP ซึ่งรับประกันความมั่นคงและการสื่อสารภายในเครื่องจักรอย่างทันเวลา นอกจากนี้ยังเตรียมอินเทอร์เฟซที่น่าเชื่อถือที่สุดและโปรโตคอลการสื่อสารที่สะดวกที่สุดสำหรับผู้ใช้ เพื่อให้บรรลุการดิจิทัลในระดับโรงงานในอนาคตได้อย่างสมบูรณ์ Ethernet/IP สามารถเชื่อมโยงข้อมูลและข้อมูลสารสนเทศในโปรโตคอล TCP/IP ได้อย่างง่ายดาย สร้างพื้นฐานที่มั่นคงสำหรับการบรรลุอุตสาหกรรม 4.0 และโรงงานอัจฉริยะอย่างแท้จริง!
Fitco เติบโตและพัฒนามาจากโรงงานผลิตแผ่นหุ้มและผลิตภัณฑ์สำเร็จรูป จากแผนกบำรุงรักษาเครื่องจักรของโรงงานผลิตไปสู่ผู้ผลิตอุปกรณ์แผ่นหุ้มและสำเร็จรูปอย่างมืออาชีพ ดังนั้นเราจึงคุ้นเคยกับปัญหาที่ผู้ใช้อาจพบมากกว่า นอกจากเครื่องจักรแล้ว ความเชี่ยวชาญของเราในกระบวนการเชื่อมยังสูงกว่าคู่แข่งของเรา
พารามิเตอร์สำคัญ:
1 |
Type of Power Source |
DC Type Inverter |
2 |
กระแสเชื่อม Duty Cycle(40℃) |
5~450A 450A 80%; 420A 100% |
3 |
Hot wire current Duty Cycle(40℃) |
5~200A 200A 60%; 100A 100% |
4 |
อัตราเงินฝาก |
1.3kg/H |
5 |
พื้นที่อาศัย |
18 ตร.ม. |
6 |
Open circuit voltage |
80V |
7 |
แรงดันไฟฟ้าขาเข้า |
3×400V(-25%+20%) 50/60Hz |
8 |
พลังการเข้า |
35KVA |
9 |
การระบายความร้อนของแหล่งพลังงาน |
การเย็นอากาศ |
10 |
หน้าจอแสดงผล |
จอแสดงผลขนาด 5.7" ภาษาจีน/ภาษาอังกฤษ |
11 |
Data setting method |
การตั้งค่าจากแผงสัมผัส |
12 |
หน้าจอแสดงผล |
หน้าจอสัมผัส / แผงควบคุมแสดงผลแบบเรียลไทม์ |
13 |
Fault detect |
ชิ้นงานป้องกันการสั้นวงจร ป้องกันอุณหภูมิสูงเกินไป ป้องกันกระแสไฟฟ้าเกิน ป้องกันแรงดันไฟฟ้าเกิน ป้องกันน้ำไม่เพียงพอ ป้องกันขาดแก๊ส ข้อผิดพลาดของแหล่งพลังงาน ข้อผิดพลาดของอาร์ก และข้อผิดพลาดของเซอร์โว |
14 |
Torch Cooling |
อุณหภูมิภายนอกคงที่น้ำหล่อเย็น |
15 |
ความจุคลุม |
เส้นผ่านศูนย์กลาง: Φ50-Φ850mm ความสูงสูงสุดของการเคลือบแนวนอน ≦500mm ความสามารถในการรองรับน้ำหนัก: 5T |
16 |
ความแม่นยำ AVC |
±0.2V |
17 |
กระแสไฟฟ้าสูงสุดที่แนะนำ |
150~280A |
18 |
กระแสไฟฟ้าพื้นฐานที่แนะนำ |
100~200A |
19 |
แรงดันไฟฟ้าที่แนะนำ |
8~16V |
20 |
เส้นผ่านศูนย์กลางทังสเตน |
3.2มม., 4.0มม. เป็นตัวเลือก |
21 |
เส้นผ่านศูนย์กลางลวด |
1.2/1.0มม., 1.0/1.2มม. เป็นตัวเลือก |
22 |
แนะนำความหนาของชั้นเดียว |
1~3mm |
23 |
อัตราการไหลของก๊าซที่แนะนำ |
12~20L/min |
24 |
การเริ่มต้นอาร์ค |
HF/Contact |
25 |
มาตรฐานการผลิต |
GB15579 เวอร์ชันล่าสุด |
26 |
ระดับความปลอดภัยของฉนวน / มาตรฐาน |
H/IP23 |
ระบบแหล่งพลังงานการเชื่อม

ระบบควบคุม:
i -CLAD 100 พัฒนาโดย FITco โดยใช้เทคโนโลยีล้ำสมัยที่สุดของโลกสำหรับการออกแบบ การผลิต และระบบควบคุมการเชื่อม ระบบใช้ Rockwell AB PLC ของสหรัฐอเมริกาในการควบคุม รวมประสบการณ์การพัฒนาและการผลิตของ FITco เข้าไว้ด้วยกัน มีคุณสมบัติเช่น ล้ำหน้า ดิจิทัล ง่ายต่อการใช้งาน มีปัญญา ใช้งานได้ทั่วไป และน่าเชื่อถือ เป็นต้น ระบบปฏิบัติการสามารถตั้งค่า บันทึก และควบคุมการซิงโครไนซ์แบบกระจายได้อย่างเป็นศูนย์กลาง และมีความสามารถในการขยายตัวของพารามิเตอร์การทำงานในกระบวนการเชื่อมที่ดี
คุณสมบัติของระบบ:


เมื่อปรับด้วยมือ แต่ละแกนที่เคลื่อนที่สามารถปรับแยกกันได้ และสามารถตั้งจุดเริ่มต้นของการเชื่อมได้;
เมื่อเชื่อมอัตโนมัติ ตามพารามิเตอร์กระบวนการเชื่อมที่ตั้งไว้ ตามแบบจำลองทางคณิตศาสตร์ที่แน่นอนอย่างลื่นไหล;
การกำหนดค่าฟังก์ชันโปรแกรมเสริม (ฟังก์ชันต่อไปนี้จะใช้งานได้ก็ต่อเมื่อรวมอยู่ในสัญญาธุรกิจเท่านั้น) : Ø
บริการหลังการขาย
หลังจากที่การรับประกันหมดอายุแล้ว ผู้จัดจำหน่ายจะดำเนินการซ่อมบำรุงผลิตภัณฑ์ของตนตลอดอายุการใช้งาน และให้การสนับสนุนทางเทคนิคในรูปแบบต่างๆ อย่างครอบคลุมตลอดชีพ
ในช่วงระยะเวลาการรับรองคุณภาพ หากเกิดข้อผิดพลาดของอุปกรณ์ระหว่างการใช้งานและไม่สามารถแก้ไขได้ ฝ่ายข. จะต้องตอบกลับภายใน 8 ชั่วโมงหลังได้รับแจ้งความทราบ และหากลูกค้ายังไม่สามารถแก้ปัญหาได้ ผู้จัดจำหน่ายจะส่งวิศวกรซ่อมบำรุงภายใน 1 สัปดาห์