EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY
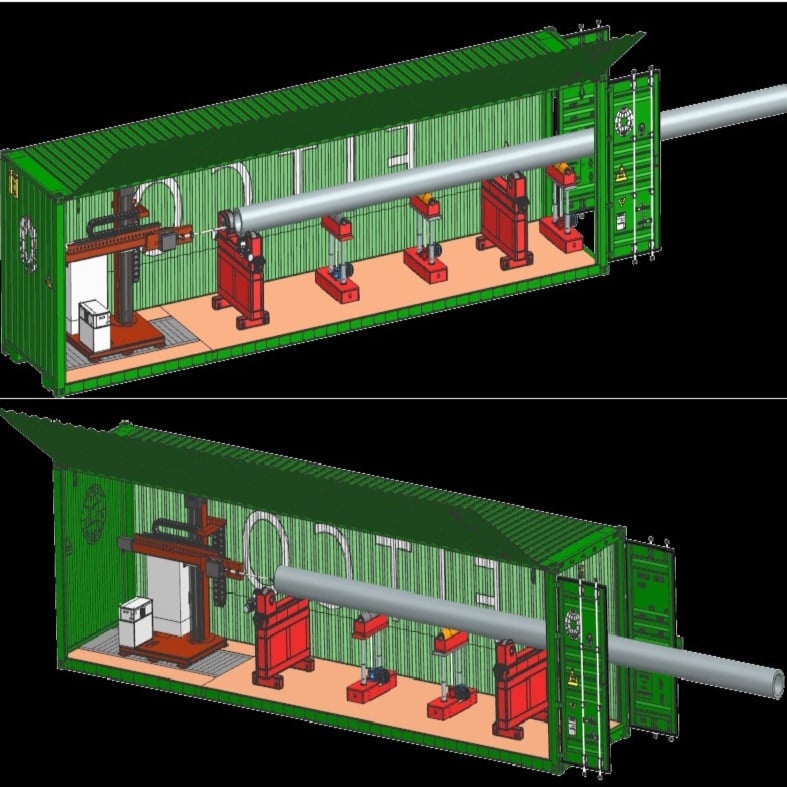
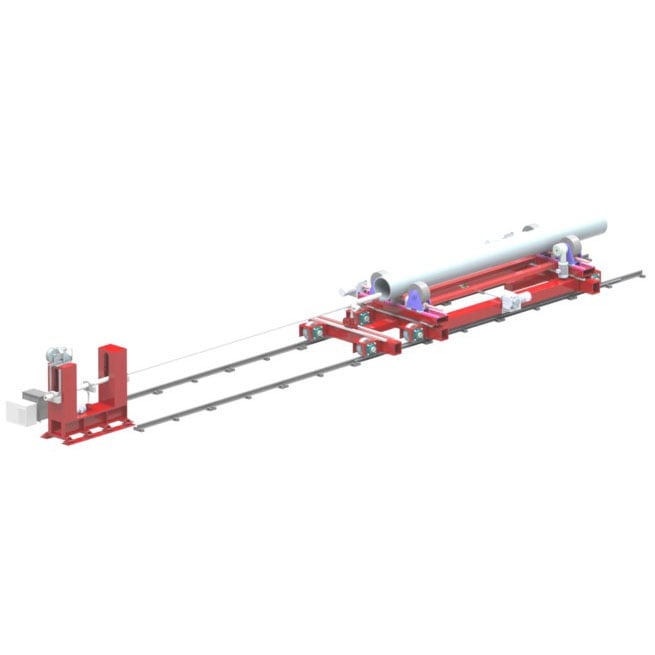
Kontejnerová integrovaná vodorovná cladding stanice
XHL-HCS Kontejner integrovaná vodorovná stanice pro nátěrování, navržená pro těžké a složitě tvarované produkty pro ropnický a plynárenský průmysl, chemický průmysl, výrobu ventilů, tlakových nádob a dalších odvětví. Svářecí pochodňe jsou navrženy tak, aby vyhovovaly široké škále různě tvarovaných produktů. Tento stroj lze použít pro přesné sváření koroziostupných materiálů a nosných materiálů.
- Přehled
- Doporučené produkty
- Zdroj svářební energie je napájen TETRIX 452 DC typem DC pulzním svářecím zdrojem od společnosti EWM, Německo. Vlastnosti ovládání sváření jsou dobré, spojitá operace je stabilní a spolehlivá a jeho pulzní funkce vyhovuje technologickým požadavkům na sváření.
- Zdroj elektrického proudu pro termální drát TETRIX 200 HOT WIRE od EWM se používá.
- Použití vlastně vyvinuté vodou chlazené automatické TIG svařovací pochvy, nominální průtok 300A , trvanlivý a spolehlivý.
- Používá se nejnovější generace PLC a servosystému od Rockwell AB s digitálním komunikačním protokolem EtherNet/IP pro řízení a monitorování širokého spektra vstupních, výstupních a vzorkovacích signálů vysokého rozlišení;
- Systém používá Pro-face přenosný dotykový obrazovku, velikost displeje 5.7 palců barevná obrazovka, rozhraní je jednoduché a snadno ovladatelné;
- Hlavní elektrické součásti zařízení pocházejí z evropských a amerických značek;
- Skutečně časové sledování délky oblouku;
- Funkce paměti parametrů, která umožňuje uložit a vytisknout parametry během procesu svařování;
- Vzdálené ovládání umožňuje zobrazovat v reálném čase, což uživateli umožňuje vidět různé stavy v procesu na vzdáleném ovládání;
- V průběhu svařovacího procesu lze ručně upravovat svařovací parametry jako proud, rychlost, svařovací napětí, rychlost krmení drátu, teplotní proud drátu a zda je třeba doplnit drát v libovolném okamžiku pro splnění určitých speciálních požadavků;
- Nastavení startu a zastavení sváření, včetně proudu pro zapojení oblouku, času předventilace, prodlevného vedení drátu, proudu oblouku, prodlevného zastavení vedení drátu a dalších nastavení;
- Přátelské a intuitivní programovací rozhraní, které vám umožní porozumět svařovacímu procesu bez potřeby specializovaného personálu;
- Reálně časové zobrazení svářecího napětí, svářecího proudu, proudu horké drátu, rychlosti vedení drátu, rychlosti sváření, ujeté vzdálenosti/úhlu rotace a ovládání svářecí cesty, automatické sváření;
- Přesné nastavení vzdálenosti mezi wolframovým elektrodou a pracovním materiálem, wolframová elektroda se dotkne pracovního materiálu po dosažení nastavené hodnoty, zapojení oblouku proběhne pomocí vysokofrekvenčního zapalování;
- S konstantním tepelným vodním chladičem, který zajišťuje dlouhodobé spojité provozování systému;
- Vylepšete systém detekce poruch a přímo zobrazujte poruchy a metody řešení problémů;
- Vědecký modulární design, ověřený řídící systém pro snadnou údržbu a konzervaci;
- Vysoká reálnodobovost, vysoká spolehlivost, vysoká přesnost, otevřenost pro splnění téměř všech potřeb sváření dílů;
- Systém automatického ovládání s možností manuální úpravy, dva způsoby: automatické sváření;
- Systém má funkci paměti přerušení, která automaticky vrací na místo přerušení;
- Systém automatického ovládání může realizovat tři druhy svařovacích metod: svařování hlavní díry, svařování boční díry a svařování kulaté roviny;
- S offline programováním, offline tiskovou funkcí. (Tato funkce není součástí této Smlouvy)
XHL-HCS kontejnerová integrovaná horizontální obkladačská stanice, která je navržena pro těžké a komplexně tvarované součásti produkty pro ropný a plynářský průmysl, chemický průmysl, výrobu armatur, tlakové nádoby a další odvětví, svařovací hořák je navržen tak, aby splňoval požadavky široké škály produktů různých tvarů. Tento stroj lze použít pro přesné svařování korozivzdorných materiálů a materiálů odolných proti opotřebení.
Tento model má kompaktní design, úsporný v prostoru a výkonný. Je vybaven základní funkcí vodorovného nátěrování vnitřní stěny, zařízení má funkci krmení a může převážet ocelovou trubku na část držáku pozice. Jiné funkce určují index svářecího programu celého stroje podle obchodní smlouvy.
Zařízení pro automatické nanesení claddingu na vnitřní stěnu ventilu používá technologii nehtícího pulsního TIG horkého drátu s nánosnou vrstvou. Je vhodné pro automatické claddingové svařování uhlíkové oceli, oceli rezistentní, niklové slitiny a nosných drátů atd.
Stabilita, efektivnost, inovace a integrita jsou principy, kterým FITco následuje. Naším designovým principem je zajistit stabilitu zařízení v první řadě, proto vybíráme mezinárodně první třídy regulátory, elektrotechnické součástky, zdroje svářebné energie. Náše zařízení používá nejmodernější a nejstabilnější digitální komunikační protokol Ethernet/IP, který zajišťuje stabilitu a časovou přesnost vnitřní komunikace zařízení, dále poskytuje nejspolehlivější rozhraní a nejpohodlnější komunikační protokol pro uživatele, aby mohli v budoucnosti dosáhnout digitalizace na fabriční úrovni. Ethernet/IP lze snadno integrovat do informačního a datového komunikace protokolu TCP/IP, což pevně zakládá základy pro realizaci skutečného průmyslu 4.0 a chytré továrny!
Fitco se vyvinulo z továrny na výrobu obložení a prefabrikovaných produktů, z oddělení údržby zařízení výrobní továrny na profesionálního výrobce zařízení pro obložování a prefabrikaci, takže jsme lépe znajíme problémy, které mohou uživatelé potkat. Kromě samotného zařízení máme hlubší znalost procesu svařování než naši konkurenti.
Hlavní parametry:
1 |
Typ zdroje energie |
Invertor typu stejnosměrného proudu |
2 |
Svárací proud Pracovní cyklus(40℃) |
5450A 450A 80%; 420A 100% |
3 |
Horký proud drátu Pracovní cyklus(40℃) |
5200A 200A 60%; 100A 100% |
4 |
Míra depozitů |
1,3 kg/h |
5 |
Obsazená plocha |
18m2 |
6 |
Napětí otevřeného okruhu |
80V |
7 |
Vstupní napětí |
3×400V(-25%+20%) 50/60Hz |
8 |
Vstupní výkon |
35 KVA |
9 |
Chlazení zdroje energie |
Vzdušné chlazení |
10 |
Displej |
5.7“ Rozhraní české/anglické |
11 |
Metoda nastavení údajů |
Nastavení dotykového panelu |
12 |
Displej |
Dotyková obrazovka / Řídící panel s reálným časovým zobrazením |
13 |
Detekce chyb |
Ochrana před krátkým spojem práce, ochrana před přehřátím, ochrana před přílišným proudem, ochrana před přílišným napětím, ochrana před nedostatkem vody, ochrana před nedostatkem plynu, chyba napájení, chyba oblouku, chyba serva. |
14 |
Chladit světlometem |
Vnější konstantní teplota Chlazení cirkulační vodou |
15 |
Kapacita obložení |
Průměr: Φ50-Φ850mm Maximální výška vodorovného nanesení ≦500mm Nosnost: 5T |
16 |
Přesnost AVC |
± 0,2 V |
17 |
Doporučujeme vrcholný proud |
150 až 280A |
18 |
Doporučujeme základní proud |
100 až 200 A |
19 |
Doporučujeme napětí |
8~16V |
20 |
Tungsten Dia. |
3,2 mm, 4,0 mm volitelné |
21 |
- Větrná dia. |
1,2/1,0 mm, 1,0/1,2 mm volitelné |
22 |
Doporučená tloušťka jedné vrstvy |
1~3mm |
23 |
Doporučený průtok plynu |
12 až 20 l/min |
24 |
Zahájení oblouku |
HF/kontaktní |
25 |
Výrobní standardy |
GB15579 Nejnovější verze |
26 |
Bezpečnostní hodnocení izolace / standard |
H/IP23 |
Systém zdroje elektrické energie pro svařování

Řídící systém:
i -CLAD 100 bylo vyvinuto společností FITco pomocí nejmodernější technologie na světě pro návrh, výrobu systému řízení svařování, systém používá americký Rockwell AB PLC systém řízení, spojuje zkušenosti FITco s vývojem a výrobou v jednom, s pokročilým, digitálním, snadno ovladatelným, inteligentním, univerzálním a spolehlivým atd. Operační systém centrálně nastavuje, ukládá, řídí distribuovanou synchronizaci a má dobré možnosti rozšíření funkčních parametrů při svařování.
Systémové vlastnosti:


Při ručním nastavení lze každou pohyblivou osu nastavit odděleně a lze nastavit počáteční bod sváření.;
Při automatickém sváření podle nastavených parametrů technologie sváření, podle určitého matematického modelu hladce;
Volitelná konfigurace funkce programu (následující funkce jsou pouze relevantní, pokud jsou zahrnuty v obchodní smlouvě): Ø
Servisní služby
Po uplynutí záruky bude dodavatel provádět celoživotní údržbu svých výrobků a poskytovat širokou škálu preferenční technické podpory po celou dobu životnosti.
Během záruční doby, pokud dojde k poruše zařízení při jeho používání a tato porucha není vyřešena, strana B zareaguje na oznámení do 8 hodin; pokud zákazník stále nemůže odstranit závadu, dodavatel zašle servisního technika do 1 týdne.