EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY
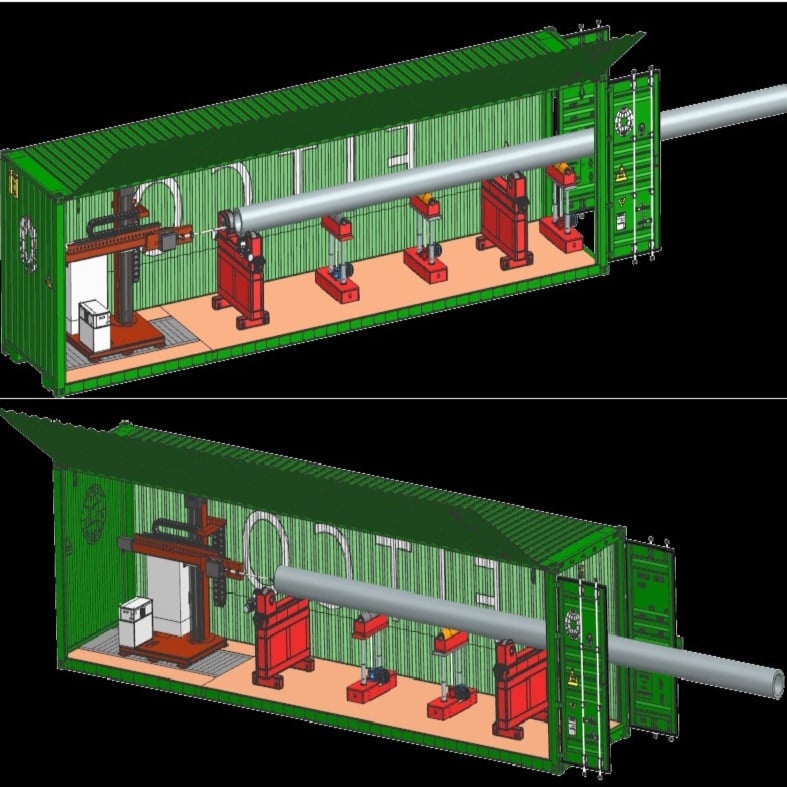
Контейнерная интегрированная горизонтальная станция облицовки
Станция интегрированного горизонтального ошиновывания XHL-HCS разработана для тяжелых и сложной формы изделий для нефтегазовой, химической, производство клапанов, давления емкости и других отраслей промышленности, сварочный факел предназначен для удовлетворения требований широкого диапазона различных форм изделий. Эта машина может использоваться для точной сварки коррозионностойких материалов и износостойких материалов.
- Обзор
- Рекомендуемые товары
- Источник питания для сварки поставляется от компании EWM, Германия, модель TETRIX 452 DC — импульсный дуговой сварочный источник питания постоянного тока. Характеристики управления сваркой хорошие, непрерывная работа стабильна и надежна, его функция импульса соответствует технологическим требованиям сварки.
- Источник питания теплой проволоки TETRIX 200 HOT WIRE от EWM используется.
- Применение саморазработанной водяной охлаждаемой автоматической ТИГ-сварочной горелки, номинальная емкость тока 300А , долговечная и надежная.
- Использование последнего поколения ПЛК и сервосистемы Rockwell AB, цифровая коммуникация EtherNet/IP применяется для контроля и мониторинга широкого спектра входных, выходных и дискретных сигналов с высоким разрешением;
- Система использует сенсорный экран Pro-face, размер дисплея 5.7 дюймов цветной экран, интерфейс простой и удобный в использовании;
- Основные электрические компоненты оборудования являются импортными брендами из Европы и США;
- Реальное время управления отслеживанием длины дуги;
- Функция памяти параметров, можно сохранять и печатать в процессе сварки;
- Дистанционное управление позволяет отображать информацию в реальном времени, давая пользователю возможность видеть различные состояния процесса на пульте управления;
- В процессе сварки можно вручную регулировать параметры сварки, такие как ток, скорость, сварочное напряжение, скорость подачи проволоки, ток горячей проволоки и необходимость заполнения проволокой в любое время для удовлетворения определенных специальных требований;
- Настройка начала и окончания сварки, включая ток втягивания дуги, время предварительной вентиляции, задержку подачи проволоки, ток дуги, задержку остановки подачи проволоки и другие настройки;
- Дружелюбный и интуитивно понятный программный интерфейс, который позволяет понять процесс сварки без необходимости привлечения специализированных сотрудников;
- В реальном времени отображаются напряжение сварки, сварочный ток, горячий проволочный ток, скорость подачи проволоки, скорость сварки, пройденное расстояние/угол вращения и управление перемещением при сварке, автоматическая сварка;
- Точно устанавливается расстояние между вольфрамовым электродом и деталью, после продвижения вольфрамовый электрод касается детали до установленного значения, вход дуги осуществляется высокочастотным разрядом;
- Константная система водяного охлаждения обеспечивает длительную непрерывную работу системы;
- Усовершенствуйте систему обнаружения неисправностей и непосредственно отображайте неисправность и методы устранения неполадок;
- Научный модульный дизайн, проверенная система управления для удобного обслуживания и ремонта;
- Высокая оперативность, высокая надежность, высокая точность, открытость для удовлетворения практически всех потребностей в сварке деталей;
- Система автоматического управления с ручной регулировкой, два способа: автоматическая сварка и ручная настройка;
- Система имеет функцию запоминания точки прерывания, которая автоматически возвращает к точке прерывания;
- Система автоматического управления может реализовать три метода сварки: сварка главного отверстия, сварка бокового отверстия и сварка круглой плоской поверхности;
- С функцией офлайн-программирования и офлайн-печати. (Эта функция не включена в настоящий Договор)
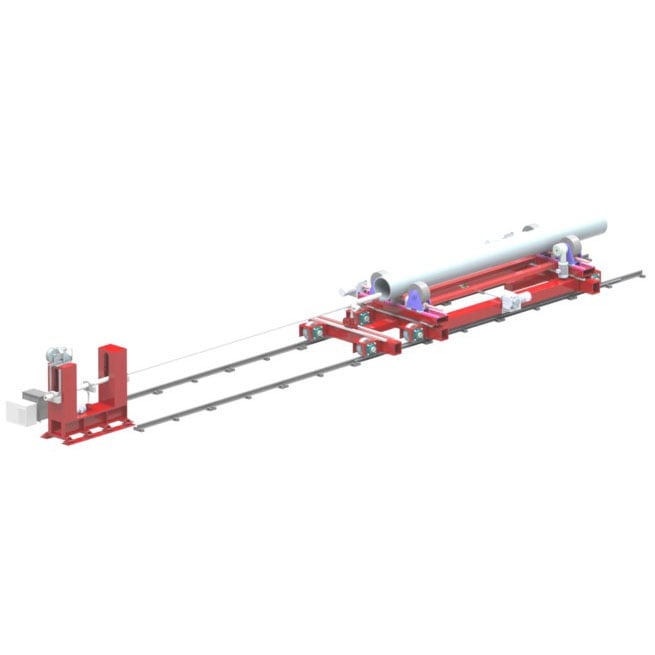
Горизонтальная станция для нанесения облицовки XHL-HCS, интегрированная в контейнер, предназначенная для тяжелых деталей и деталей сложной формы продукция для нефтегазовой, химической промышленности, производства клапанов, сосудов под давлением и других отраслей. Сварочная горелка разработана с учетом требований к сварке изделий различной формы. Данная машина может использоваться для точной сварки коррозионностойких и износостойких материалов.
Эта модель компактного дизайна, экономит место, мощная. Комплектуется базовой функцией горизонтального внутреннего настила облицовки стен, оборудование имеет функцию подачи и может транспортировать стальную трубу к части зажима позиционера. Другие функции определяют индекс программы сварки всего оборудования согласно условиям контракта.
Оборудование для автоматической внутренней облицовки клапанов использует технологию неплавящегося импульсного ТИГ-нагрева с наплавлением проволокой. Подходит для автоматической облицовочной сварки углеродистой стали, нержавеющей стали, никелевых сплавов, износостойкой проволоки и др.
Стабильность, эффективность, инновации и целостность — это принципы, которым следует FITco. Принцип нашего дизайна — в первую очередь обеспечить стабильность оборудования, поэтому мы выбираем международные первоклассные контроллеры, электрические компоненты, источники сварочного тока. Наше оборудование использует самый передовой и надежный цифровой протокол связи Ethernet/IP, который обеспечивает стабильность и своевременность внутренней коммуникации оборудования, а также предоставляет пользователям самый надежный интерфейс и наиболее удобный протокол обмена данными для достижения заводской цифровизации в будущем. Ethernet/IP может легко реализовать взаимодействие информации и данных в рамках протокола TCP/IP, закладывая прочную основу для реального воплощения промышленности 4.0 и умального завода!
Fitco выросла и развилась от завода по производству облицовки и prefab-продукции, от отдела обслуживания оборудования завода по производству продукции до профессионального производителя оборудования для облицовки и prefab-конструкций, поэтому мы лучше знакомы с проблемами, с которыми пользователи могут столкнуться. Помимо самого оборудования, наша компетенция в процессе сварки значительно выше, чем у наших конкурентов.
Основные параметры:
1 |
Тип источника питания |
Инвертор типа постоянного тока |
2 |
Сварочный ток Рабочий цикл(40℃) |
5450А 450A 80%; 420A 100% |
3 |
Текущий горячий провод Рабочий цикл(40℃) |
5200А 200A 60%; 100A 100% |
4 |
Процентная ставка депозита |
1,3 кг/ч |
5 |
Заселенная территория |
18м2 |
6 |
Напряжение открытой цепи |
80 В |
7 |
Входное напряжение |
3×400V(-25%+20%) 50/60Hz |
8 |
Входная мощность |
35 кВА |
9 |
Охлаждение источника питания |
Охлаждение воздухом |
10 |
Дисплей |
5.7”интерфейс на китайском/английском языке |
11 |
Метод установки данных |
Настройка сенсорной панели |
12 |
Дисплей |
Сенсорный экран / Панель управления с реальным отображением |
13 |
Выявление ошибок |
Защита от короткого замыкания детали, перегрева, защиты от тока выше номинального, защиты от повышенного напряжения, нехватки воды, недостатка газа, ошибки питания, неисправности дуги, ошибки сервопривода. |
14 |
Охлаждение факелом |
Воздушное охлаждение с постоянной температурой |
15 |
Мощность облицовки |
Диаметр: Φ50-Φ850мм Максимальная высота горизонтальной облицовки ≦500мм Грузоподъемность: 5Т |
16 |
Точность AVC |
±0,2 В |
17 |
Рекомендую пиковый поток |
150 ~ 280А |
18 |
Рекомендуемый базовый ток |
100 ~ 200 А |
19 |
Рекомендуемое напряжение |
8 ~ 16 В |
20 |
Вольфрамовый Диа. |
3,2 мм, 4,0 мм опционально |
21 |
Диаграмма. |
1,2/1,0 мм, 1,0/1,2 мм опционально |
22 |
Рекомендуемая толщина одного слоя |
1 ~ 3 мм |
23 |
Рекомендуемая скорость потока газа |
12 ~ 20 л/мин |
24 |
Начало дуговой сварки |
HF/Контакт |
25 |
Стандарты производства |
ГБ15579 Последняя версия |
26 |
Рейтинг безопасности изоляции / стандарт |
H/IP23 |
Система источника сварочного тока

СИСТЕМА УПРАВЛЕНИЯ:
i -CLAD 100 разработан компанией FITco с использованием самых передовых технологий в мире для проектирования, производства систем управления сваркой. Система использует систему управления ПЛК Rockwell AB США, объединяющую опыт разработки и производства FITco в одном целом, обладает передовыми характеристиками, цифровым управлением, простотой в обращении, интеллектуальностью, универсальностью, надежностью и т.д. Операционная система централизованно устанавливает, хранит и контролирует распределенную синхронизацию, а также имеет хорошую масштабируемость функциональных параметров при сварке.
Особенности системы:


При ручной настройке каждый движущийся вал можно настраивать отдельно, а также можно задать начальную точку сварки.;
При автоматической сварке согласно заданным параметрам технологического процесса сварки, согласно определенной математической модели плавно;
Необязательная конфигурация программных функций (следующие функции применимы только при их включении в деловой контракт): Ø
Послепродажное обслуживание
После истечения срока гарантии Поставщик будет осуществлять пожизненное обслуживание своей продукции и предоставлять широкий спектр льготной технической поддержки на протяжении всего срока эксплуатации.
В течение гарантийного срока, если неисправность оборудования в процессе его использования не устранена, Сторона Б должна отреагировать в течение 8 часов с момента получения уведомления; если клиент по-прежнему не может устранить неисправность, Поставщик должен направить инженеров по обслуживанию в течение 1 недели.