
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY
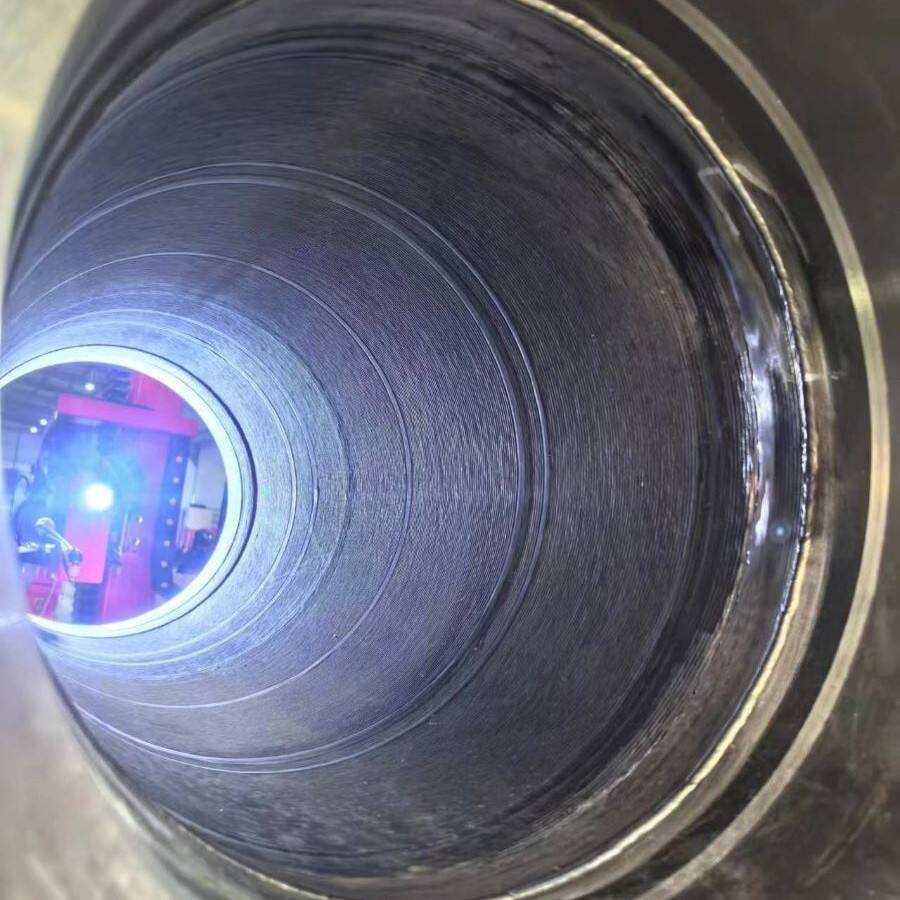
Современные промышленные сварочные операции требуют исключительной точности и стабильности, особенно в приложениях, связанных с коррозионностойкими покрытиями и специализированными трубопроводными системами. Машины для наплавки труб появились как революционное решение, которое преобразует традиционные сварочные процессы, обеспечивая беспрецедентную стабильность и контроль качества. Эти сложные системы позволяют производителям достигать равномерного нанесения материала, сохраняя строгие допуски по размерам на протяжении обширных проектов трубопроводов. Интеграция автоматизированного управления и прецизионной инженерии гарантирует, что каждый сварной шов соответствует жестким отраслевым стандартам, значительно снижая вероятность человеческой ошибки и расход материалов.
Передовые функции автоматизации в современных системах наплавки
Механизмы точного управления
Ключевым фактором превосходной стабильности сварки является сложные системы управления, встроенные в современное оборудование для наплавки. Эти системы используют передовые сервоприводы и датчики обратной связи для обеспечения точного позиционирования на протяжении всего процесса сварки. Возможности мониторинга в реальном времени позволяют операторам отслеживать такие параметры, как скорость перемещения, скорость подачи проволоки и напряжение дуги, с беспрецедентной точностью. Автоматизированные системы постоянно корректируют эти переменные для компенсации изменений материала и условий окружающей среды, обеспечивая стабильную глубину проплавления и характеристики сплавления по всей поверхности заготовки.
Регулирование температуры представляет собой еще один важный аспект, в котором автоматизированные системы превосходят ручные операции. Встроенная термомониторинговая система предотвращает перегрев и поддерживает оптимальную рабочую температуру для различных сплавов. Такой точный контроль температуры напрямую влияет на металлургические свойства наплавленного слоя, обеспечивая повышенную коррозионную стойкость и механическую прочность. Устранение ошибок человеческого суждения при оценке температуры приводит к более предсказуемым и воспроизводимым результатам сварки.
Интеллектуальное управление параметрами
Современные системы облицовки включают программное обеспечение для интеллектуального управления параметрами, которое хранит и восстанавливает оптимальные настройки для различных комбинаций материалов и технических требований проектов. Эта возможность устраняет неопределённость, традиционно связанную с ручными процедурами настройки, и обеспечивает стабильные результаты при многократных производственных циклах. Программное обеспечение постоянно обучается на основе успешных сварочных последовательностей, создавая всестороннюю базу данных проверенных параметров, которые могут применяться в будущих проектах с аналогичными требованиями.
Алгоритмы адаптивного управления анализируют условия сварки в реальном времени и автоматически корректируют параметры для поддержания оптимальной производительности. Эти системы обнаруживают изменения в составе основного материала, неравномерности толщины и качество подготовки соединений, мгновенно внося коррективы, которые невозможно реализовать вручную. Результатом является значительно улучшенная стабильность формы шва, глубины проплавления и общего качества сварного соединения в течение длительных производственных циклов.
Повышенная точность нанесения материала
Равномерное распределение слоев
Для обеспечения равномерного распределения материала на сложных геометриях труб требуется точный контроль над механизмами подачи проволоки и системами позиционирования горелки. Передовые машины для облицовки труб используют многокоординатные позиционирующие системы, которые поддерживают оптимальные расстояния до поверхности и углы перемещения независимо от диаметра трубы или конфигурации соединения. Такое постоянное позиционирование обеспечивает равномерный ввод тепла и скорости наплавки материала, устраняя колебания толщины, часто возникающие при ручной сварке.
Интеграция механизмов колебаний дополнительно улучшает распределение материала за счёт формирования контролируемой зигзагообразной траектории, способствующей лучшему сплавлению и снижающей риск дефектов, таких как непровар или неполное проплавление. Эти системы колебаний работают с программируемыми параметрами, которые можно настраивать под конкретные сплавы и требуемые характеристики наплавленного слоя. Предсказуемый характер таких движений гарантирует, что каждый проход повторяет одинаковый узор, обеспечивая общую однородность готового наплавленного слоя.
Контроль и оптимизация степени разбавления
Контроль уровня разбавления между основным материалом и присадочным сплавом представляет собой критически важный фактор для достижения требуемых свойств коррозионной стойкости. Автоматизированные системы превосходно поддерживают оптимальные соотношения разбавления за счёт точного контроля тепловложения и постоянной скорости перемещения. Способность поддерживать эти параметры в узких допусках обеспечивает соответствие конечного состава наплавленного слоя техническим требованиям и минимизирует расход дорогостоящих сплавов.
Современные системы мониторинга отслеживают уровень разбавления в режиме реального времени с использованием спектроскопического анализа или других методов неразрушающего контроля. Такая оперативная обратная связь позволяет системе вносить незначительные корректировки в параметры сварки, предотвращая дорогостоящую переделку или потери материала. Постоянный контроль разбавления, обеспечиваемый автоматизацией, приводит к предсказуемым механическим свойствам и характеристикам коррозионной стойкости, соответствующим проектным спецификациям или превосходящим их.
Обеспечение качества и предотвращение дефектов
Системы мониторинга в реальном времени
Современное оборудование для наплавки оснащено всесторонними системами контроля, которые одновременно отслеживают множество параметров сварки, обеспечивая операторов немедленной обратной связью о состоянии процесса. Камеры высокого разрешения и тепловизионные системы фиксируют детальную информацию о характеристиках дуги, формировании сварочной ванны и процессах охлаждения. Такая визуальная система контроля позволяет на раннем этапе выявлять потенциальные дефекты до того, как они превратятся в серьёзные проблемы, требующие масштабного исправления.
Встроенные системы регистрации данных ведут подробные записи всех параметров сварки на протяжении всего производственного процесса, формируя полную документацию по качеству, которая поддерживает требования прослеживаемости. Эта документация крайне ценна при проведении аудитов качества и помогает выявлять тенденции, которые могут указывать на необходимость профилактического обслуживания или корректировки параметров. Наличие детальных записей процесса также способствует быстрому устранению неполадок при возникновении проблем с качеством.
Автоматическое обнаружение дефектов
Алгоритмы машинного обучения, интегрированные в современные системы наплавки, могут выявлять потенциальные дефекты путем анализа закономерностей в параметрах сварки и визуальной обратной связи. Эти системы обучаются распознаванию признаков типичных дефектов, таких как пористость, трещины или неполное слияние, и оповещают операторов до того, как дефекты станут неотъемлемой частью готового сварного шва. Проактивный характер такого подхода к предотвращению дефектов значительно снижает необходимость в дорогостоящих ремонтах и переделках.
Интеграция ультразвукового контроля позволяет немедленно проверять толщину наплавки и качество соединения без прерывания процесса сварки. Эти возможности неразрушающего контроля обеспечивают уверенность в качестве сварных швов, сохраняя при этом эффективность производства. Сочетание мониторинга в реальном времени и автоматизированного тестирования создает комплексную систему обеспечения качества, гарантирующую стабильные результаты на всех этапах производственного процесса.
Производительность и экономическая выгода
Снижение потребности в переделках
Повышенная стабильность и контроль качества, обеспечиваемые автоматизированными системами наплавки, напрямую приводят к значительному сокращению потребности в переделках. Традиционные ручные сварочные операции зачастую сталкиваются с уровнем брака 10–15% из-за проблем с качеством, тогда как автоматизированные системы, как правило, достигают уровня брака ниже 2%. Такое значительное улучшение показателей успешного прохождения первого цикла позволяет исключить затраты времени и материалов на ремонтную сварку, а также соблюдать график выполнения проектов.
Предсказуемость процессов автоматизированной сварки позволяет руководителям проектов разрабатывать более точные сметы расходов и графики поставок. Устранение непредвиденных задержек из-за повторных работ повышает удовлетворённость клиентов и даёт возможность подавать более конкурентные предложения на будущие проекты. Кроме того, сокращается необходимость привлекать квалифицированных сварщиков для выполнения ремонтных операций, что позволяет использовать этих ценных специалистов в новых производственных процессах вместо корректирующих работ.
Оптимизация использования материалов
Точный контроль скорости нанесения материала и скорости перемещения обеспечивает оптимальное использование дорогостоящих сплавов для наплавки. Автоматизированные системы рассчитывают точные потребности в материале на основе геометрии соединения и требуемой толщины, минимизируя отходы при одновременном обеспечении достаточного покрытия. Эта оптимизация становится особенно важной при работе с высокостоимостными материалами, такими как Inconel или Hastelloy, где стоимость материалов может составлять значительную часть общих расходов по проекту.
Стабильная эффективность дуги, достигаемая за счёт автоматического управления параметрами, максимизирует перенос присадочного материала на заготовку, сводя к минимуму разбрызгивание и другие виды потерь материала. Такое повышение эффективности не только снижает затраты на материалы, но также способствует более чистым условиям труда и уменьшает потребность в очистке. Суммарный эффект от этих улучшений может привести к экономии материала на уровне 15–20 % по сравнению с ручной сваркой.
Технические спецификации и показатели производительности
Точные измерительные возможности
Современное оборудование для наплавки оснащено сложными измерительными системами, которые контролируют критические размеры на протяжении всего процесса сварки. Лазерные толщиномеры обеспечивают непрерывную обратную связь по толщине наплавленного слоя, гарантируя соответствие техническим требованиям и предотвращая чрезмерное нанесение материала. Эти измерительные системы работают с точностью, как правило, в пределах ±0,1 мм, обеспечивая необходимую точность для ответственных применений в химической промышленности и на морских месторождениях.
Возможности трехмерного сканирования позволяют проверять сложные профили поверхностей и геометрические допуски, измерение которых традиционными методами было бы затруднительным или невозможным. Такая всесторонняя проверка размеров гарантирует, что готовые компоненты соответствуют всем геометрическим требованиям и при этом сохраняют необходимое качество поверхности для оптимальной коррозионной стойкости. Возможность проведения таких измерений в ходе производства, а не после сварки, значительно сокращает циклы и повышает общую эффективность.
Бенчмаркинг производительности
Количественные показатели производительности демонстрируют превосходную стабильность, достигаемую за счет автоматизированных систем наплавки по сравнению с ручными операциями. Статистический анализ сварочных параметров показывает, что стандартные отклонения критически важных переменных, таких как скорость перемещения и тепловложение, обычно на 60–70 % ниже, чем при ручной сварке. Такая повышенная стабильность напрямую связана с лучшими механическими свойствами и более предсказуемым сроком службы наплавленных компонентов.
Измерения производительности показывают, что автоматизированные системы, как правило, достигают скорости наплавки на 25–40 % выше, чем при ручной сварке, сохраняя при этом более высокие стандарты качества. Сочетание более высокой скорости перемещения и сокращения простоев для настройки параметров способствует повышению производительности. Кроме того, снижение утомляемости операторов при длительных производственных циклах помогает поддерживать стабильный уровень производительности в течение всей смены.
Часто задаваемые вопросы
Каковы основные преимущества использования автоматизированных машин для наплавки труб по сравнению с ручными методами сварки
Автоматизированные машины для наплавки труб обеспечивают ряд ключевых преимуществ, включая значительно повышенную стабильность качества сварки, снижение вероятности человеческих ошибок, повышение производительности за счёт более высоких скоростей наплавки, лучшую эффективность использования материалов и всестороннюю документацию по качеству. Эти системы обеспечивают точный контроль критически важных параметров сварки, таких как скорость перемещения, тепловложение и скорость подачи проволоки, что обеспечивает равномерную толщину наплавки и превосходные металлургические свойства. Автоматизация устраняет влияние усталости оператора и обеспечивает воспроизводимые результаты в ходе длительных производственных циклов, что делает их особенно ценными для крупномасштабных проектов, требующих соблюдения единых стандартов качества.
Как машины для наплавки труб обеспечивают постоянную глубину проплавления и сплавления в течение всего процесса сварки
Эти машины используют передовые сервосистемы управления и датчики обратной связи в реальном времени для поддержания оптимальных характеристик дуги и уровня тепловложения на протяжении всего процесса сварки. Алгоритмы автоматической настройки параметров непрерывно отслеживают условия сварки и мгновенно вносят корректировки для компенсации изменений свойств основного материала, подготовки соединения или внешних условий. Системы обеспечивают точное расстояние до сопла и углы перемещения с помощью механизмов позиционирования по нескольким осям, что гарантирует равномерное распределение тепла и стабильную подачу материала, способствуя однородному проплавлению и полному сплавлению наплавленного материала с основным металлом.
Какие функции контроля качества интегрированы в современные системы наплавки
Современные системы облицовки включают комплексные функции контроля качества, такие как мониторинг параметров в реальном времени, системы визуального контроля с использованием высококачественных камер и тепловизионной съемки, алгоритмы автоматического обнаружения дефектов, встроенные возможности неразрушающего контроля и детальное ведение журналов данных для полной прослеживаемости. Эти системы способны выявлять потенциальные проблемы с качеством до того, как они станут критическими, автоматически корректировать параметры для поддержания оптимальных условий и немедленно проверять толщину облицовки и качество соединения. Интеграция возможностей машинного обучения позволяет таким системам распознавать типичные паттерны дефектов и применять профилактические меры для обеспечения стабильного качества.
Как автоматизированные системы облицовки влияют на общую экономическую эффективность проектов и сроки их реализации
Автоматизированные системы облицовки значительно повышают экономическую эффективность проектов за счёт снижения потребности в переделках, оптимизации использования материалов, роста производительности и более предсказуемых сроков поставки. Как правило, такие системы обеспечивают уровень брака ниже 2% по сравнению с 10–15% при ручной обработке, устраняя дорогостоящие ремонтные работы и связанные с ними задержки. Точный контроль расхода материала позволяет сократить отходы на 15–20%, а более высокая скорость наплавки увеличивает общую производительность на 25–40%. Предсказуемость автоматизированных процессов даёт возможность точнее планировать проекты и оценивать затраты, что повышает удовлетворённость клиентов и укрепляет конкурентные позиции при освоении новых рынков.
Содержание
- Передовые функции автоматизации в современных системах наплавки
- Повышенная точность нанесения материала
- Обеспечение качества и предотвращение дефектов
- Производительность и экономическая выгода
- Технические спецификации и показатели производительности
-
Часто задаваемые вопросы
- Каковы основные преимущества использования автоматизированных машин для наплавки труб по сравнению с ручными методами сварки
- Как машины для наплавки труб обеспечивают постоянную глубину проплавления и сплавления в течение всего процесса сварки
- Какие функции контроля качества интегрированы в современные системы наплавки
- Как автоматизированные системы облицовки влияют на общую экономическую эффективность проектов и сроки их реализации