
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY





A TIG+MIG hátsó hegesztőállomás
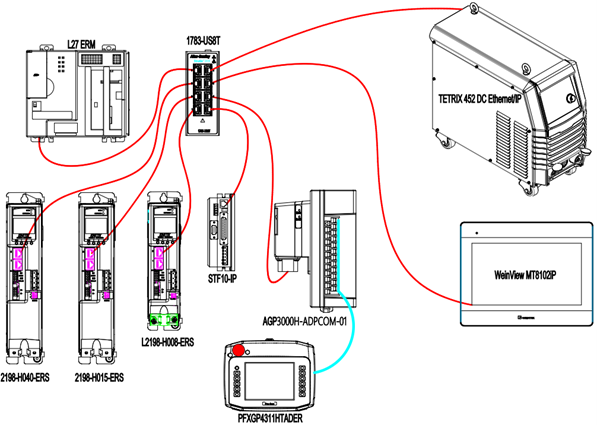
Berendezéseink a legfejlettebb és legstabilabb Ethernet/IP digitális kommunikációs protokollt alkalmazzák, amely biztosítja a berendezés stabilitását és időszerű belső kommunikációját, ugyanakkor fenntartja a legmegbízhatóbb interfészt és a legkényelmesebb kommunikációs protokollt a felhasználók számára a gyári szintű digitalizálás eléréséhez. a jövő.
- Áttekintés
- Ajánlott termékek
- Érints és húzd vissza
- Online beállítás
- AVC-Arc feszültségvezérlés
- Valódi érték vizualizációja
- Távoli támogatás
- Folyószer
- Adatlap
- Kezeli φ63–610 mm átmérőjű, 3–70 mm falvastagságú és 200–6000 mm hosszúságú csöveket, így kiküszöböli a hagyományos berendezések szűk munkaterületét.
- Többféle anyagot támogat, köztük szénacél, ötvözött acél, rozsdamentes acél, alacsony hőmérsékleten használható acél és bevonatos csöveket, így kielégíti a sokféle alkalmazási igényt.
- Különféle horpadás típusokkal (V-alakú, dupla V-alakú, U-alakú stb.) kompatibilis gyakori rögzítőelem-csere nélkül, így növeli a hatékonyságot összetett munkakörülmények között.
- Német EWM Phoenix 550 impulzushegesztő tápegységgel és TETRIX SMART melegdrótos rendszerrel van felszerelve stabil kimenet érdekében, csökkentve a pórusosságot és repedéseket okozó hibákat.
- Beépített 10, gyakorlatilag igazolt hegesztési folyamatprogrammal rendelkezik, amelyeket Rockwell PLC vezérel, így biztosítva a hegesztési minőség konzisztenciáját tételenként és kezelőnként.
- Lehetővé teszi a paraméterek pontos előrebeállítását és finomhangolását (0–1000 mm/perc forgási sebesség, 0–20 mm rezgésamplitúdó) a minőségi hegesztési varratok kialakításához.
- A háromfogú, önközpontosító befogó meghajtómű el van választva a hegesztő manipulátortól, és elektromosan mozoghat a sínpályán, így drasztikusan csökkenti a beállítási és állomásváltási időt.
- A szervomotor + golyósorsó + lineáris vezetősín meghajtás biztosítja a hatékony és stabil hegesztőmozgást, javítva az általános termelékenységet.
- Az automatikus mentés és a feszültséginger-mentes funkció megakadályozza a hibakeresés ismétlődését váratlan áramkimaradás után, így minimalizálja a leállási időt.
- Nagy teherbírású meghajtórendszer 2 tonna függőleges és 100 kg vízszintes terhelési kapacitással, alkalmas nagy átmérőjű, vastagfalú csövek befogására és forgatására.
- A tokmány középmagassága ≤100 mm, 0,05–2 ford/perc lépésmentes sebességbeállítással, így lehetővé teszi nehéz munkadarabok pontos pozicionálását és helyzetének beállítását.
- Az elektromos munkadarab-feltöltés/leürítés csökkenti a kézi kezelés intenzitását és a biztonsági kockázatokat.
- EtherNet/IP ipari Ethernet protokollt használ, támogatja a gyári szintű berendezéshálózatot és az adatcserét, így lehetővé teszi a digitális műhely integrációját.
- Pro-face HMI engedélykezeléssel és többnyelvű támogatással – egyszerű kezelhetőség és menedzselhetőség különböző személyzeti szinteken.
- Paraméterek vizualizációját és távoli vezérlési lehetőséget kínál, így nyomon követhetővé és lean menedzselhetővé válik az hegesztési folyamat.
- Lehetővé teszi a könyök-, flange-, T- illetve egyéb csőidomok véghegesztését, így egyetlen rendszerrel kielégíthetők a különféle munkadarabok igényei, csökkentve ezzel a berendezésbe történő befektetést.
- A moduláris tervezés támogatja a funkciók bővítését és a gyors karbantartást, csökkentve az állásidőt és javítva a berendezések általános kihasználtságát.
- A teljesen automatizált működés csökkenti a magasan képzett hegesztők iránti igényt, így csökkenti a munkaerő-költségeket és a képzési kiadásokat.
A FIT-FAB-I-S-12M egy argon ívhegesztő munkaállomás, amelyet kifejezetten nagy méretű acélcsövek és idomok (acélcsövek, könyökök, flanszok, idomok, változó átmérők stb.) hegesztésére fejlesztettek ki. Alkalmazási terület 1-12m hosszú acélcső és flansz /1.5 könyök/idom/változó átmérőjű külső gyűrűs csatlakozás argon ívhegesztés; Alkalmas munkadarab átmérője Φ200mm ~ 1000mm.
A munkaállomás rögzített tokmányos forgó meghajtó szorítómechanizmust használ az acélcső forgásának meghajtására, négy csoport mozgatható görgőt a csőszerelvény húzására, a hegesztőkeret tompahegesztési helyzetbe helyezése, a hegesztőpisztoly a modul lengőjével, követés csövek és karimák, könyökök, pólók tompahegesztésének megvalósítására, változó átmérővel.

A termékparaméter táblázata:
Tárgyból |
Technológiai paraméter |
|
Bemeneti feszültség |
380V±10% 50±1Hz Háromfázisú Ötvezetékes |
|
Hegesztő tápegység |
Phoenix 650 puls TETRIX 200 SMART HOT WIRE |
|
|
Hegesztési eljárások |
GTAW: Hegesztési pénznem: 5A-550A Üzemi ciklus (40℃): 420A 100% |
|
|
GMAW Hegesztési pénznem: 5A-550A Üzemi ciklus (40℃): 420A 100% | ||
|
FŰRÉSZ Hegesztési pénznem: 20A-650A Üzemi ciklus (40 ℃): 60% 590A; 100% 500A | ||
Környezeti hőmérséklet |
-20℃~50℃ |
|
|
Munkadarab Specifikáció |
Cső átmérője |
φ63 ~ 610 mm |
Falvastagság |
3-70 mm |
|
Hossz |
200-6000 mm |
|
Anyag |
Szénacél, ötvözött acél, rozsdamentes acél, alacsony hőmérsékletű acél, burkolati csövek orsótermékei. |
|
Ferdeszög követelmény |
V alakú horony, dupla V-alakú, U-alakú típus, I-es típus, keskeny rés U-alakú, ferde szög 3~37,5° |
|
Hegesztési forma |
Különféle csőszakaszok tompahegesztések és belső és külső sarokvarratok, mint például cső - cső, cső - könyök, cső - karima, cső - tee, cső - nagy (kis) fej, karima - cső - karima, karima - könyök, stb. A karimák közé tartozik: agykarima és lapos hegesztett karimák. |
|
Berendezés szerkezeti űrlap |
Osztott típus: A hárompofás önközpontosító tokmánymeghajtó mechanizmus teljesen el van választva a hegesztőgéptől, és elektromosan haladhat a pályán, hogy megkönnyítse a cső be- és kirakodását, előre és hátra. |
|
|
Hegesztőgép |
Oszlop |
Hatékony stroke Meghajtási mód: szervomotor + trapézcsavar + lineáris vezetősín |
Alakú tartóra |
Hatékony stroke Meghajtási mód: szervomotor + golyós csavar + lineáris vezetősín |
|
Alváz |
Méret Vezetési mód: frekvenciaváltó + görgő + sín |
|
Meghajtó rendszer |
Meghajtás módja |
Szervo motor, reduktor, tokmány hajtja a cső forgását. |
Teherbírás |
Függőleges súly 2 tonna, excenter tömeg 100 kg. |
|
Max. nyomaték |
≥2000N.m |
|
Forgási sebesség |
0,05-2 ford./perc, Fokozatmentesen állítható (3KW szervomotoros hajtás) |
|
Chuck középső magassága |
≤ 1000 mm |
|
Vezérlőrendszer |
Vezérlő szoftver |
A Rockwell PLC vezérlés és a vezérlőszoftver 10 kiforrott hegesztési folyamatprogramot és legfeljebb 50 hegesztési folyamatprogram-készletet tartalmaz. |
Távvezérlés |
Pro-Face Manual kezelői HMI párbeszédes felület. |
|
Jelszó |
A vezérlőrendszer képes kezelni a jelszavakat a felhasználói engedélyek megkülönböztetésére. |
|
Automatikus mentés és áramkimaradás memória |
A rendszer automatikus mentési és áramkimaradási memória funkcióval rendelkezik, amellyel megelőzhető az áramkimaradás okozta kockázat. |
|
Hegesztési paraméterek beállítási tartománya |
A munkadarab forgási sebessége 0-1000 mm/perc, ferde hossz 5-30 mm, hegesztési lengés 0-20 mm, lengési sebesség: 0-300 mm/perc, bal és jobb oldali tartás kb. 0-3 s, előre beállított értékek és finomhangolás érhetők el. |
|

Hegesztő tápegység rendszer:
· Argon íves tápegység TETRIX 452 DC DC impulzusos argon ívhegesztő tápegység, amelyet német EWM cég gyárt. A hegesztőgép jó mechanikai tulajdonságokkal, stabil és megbízható folyamatos működéssel rendelkezik, impulzusfunkciója megfelel a felülethegesztés műszaki követelményeinek.
· Az EWM TETRIX 200 SMART HOT WIRE tápegységét használják.
· Saját fejlesztésű vízhűtéses automatikus TIG hegesztőpisztoly, névleges áramerősség 300A, tartós, jó védelmi hatás.
· Jó ívstabilitással rendelkezik mind magas, mind alacsony ívfeszültségnél.
· A legtöbb szabványos protokoll, például TCP/IP (LAN), CAN stb. használatára tervezett tápegységek közvetlenül kommunikálhatnak egy PLC-vel.

A rendszervezérlő és a távirányító
WO-ACS SERIES SOFTWARE alapja
Kulcsfontosságú értékajánlatok az ipari fájdalompontok megoldására
1. Megoldja a nagy átmérőjű és többféle méretű csövekhez való korlátozott alkalmazkodóképesség problémáját
2. Kiküszöböli a hegesztési minőség instabilitását és egyenetlenségét

3. Hatékonyan áttöri az összetett munkakörülmények miatti hatékonysági korlátokat
4. Megoldja a nehéz munkadarabok befogásának és pozicionálásának kihívásait

5. Betölti a digitális és intelligens menedzsment hiányzó részét
6. Csökkenti a magas költségeket és az alacsony adaptálhatóságot
Üzemműködés utáni támogatás
Teljes felelősséget vállalunk a szakmai ügyfélszolgálati technikai támogatás nyújtásáért és az eredeti alkatrészek ellátásáért, biztosítva, hogy berendezése zavartalanul működjön élettartama során.
Termékgarancia-elkötelezettség
Minden berendezésre 12 hónapos minőségi garanciát biztosítunk, amely a végső átvétel és aláírás dátumától kezdődik. Ez a garancia a normál használati feltételek mellett fellépő berendezésminőségi problémákat fedezi, kivéve a fogyóalkatrészeket és az emberi tényezők által okozott sérüléseket.
(i)A garanciális időszak alatt: Ha a berendezés műszaki hibája a termék belső minőségi hibájából adódik, díjmentes karbantartási és javítási szolgáltatást nyújtunk. A helytelen kezelésből eredő hibák esetén technikusaink haladéktalanul reagálnak a probléma megoldása érdekében, az indokolt szervizköltségeket azonban az ügyfél viseli.
(ii)Fontos tudnivaló: Nem eredeti alkatrészek vagy helyettesítő elemek használata a garancia automatikus megszűnését vonja maga után.
Örök életű karbantartás és támogatás
Kötelezettségvállalásunk nem ér véget a garancia lejártával. A 12 hónapos garancia lejárta után is életre szóló karbantartási szolgáltatásokat nyújtunk minden tERMÉKEK termékünk számára. Életre szóló kedvezményes műszaki támogatásban is részesülhet, így befektetése hosszú távon is értéket teremt.
A garanciális időszak alatt termelési hatékonyságát elsődlegesnek tekintjük, gyors reakciós rendszerrel:
(ii)A berendezés hibabejelentését követően 8 órán belül válaszolunk, és segítjük a hibaelhárítást.
(ii) Ha a probléma nem oldható meg távolról, egy héten belül szakmai karbantartó mérnököket küldünk a telephelyére a hiba kijavítása érdekében.
Átfogó posztszerviz támogatásunk révén a maguk alapvető tevékenységére koncentrálhatnak, miközben mi gondoskodunk a berendezésekkel kapcsolatos igényeikről. Bármilyen posztszervizes kérdés esetén fordulhat bármikor szolgálatra kész csapatunkhoz.





