EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




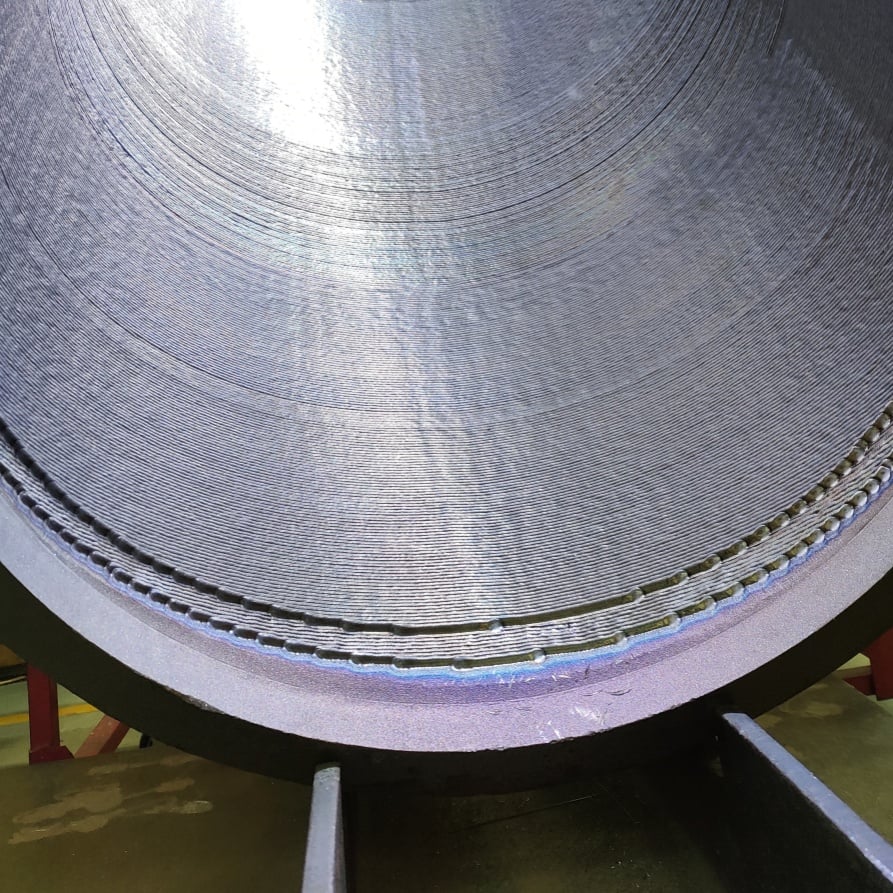
Olaj- és Gázcső Burkoló Overlay TIG Hegesztőgép
A két lámpa két drót kialakításával a betétesítés 5,0 kg/óra.
Az EWM TETRIX 452 DC impulzus ív hegesztési áramellátásával és a TETRIX 200 HOT WIRE hővezeték-ellátással.A hegesztési teljesítmény nagyon kiváló.
A Rockwell AB legújabb generációs PLC és szervo rendszerét, az EtherNet/IP digitális kommunikációt a be- és kimeneti és mintavételi jelek széles skálájának nagy felbontású vezérléséhez és megfigyeléséhez használják.
- Áttekintés
- Ajánlott termékek
- Érints és húzd vissza
- Online beállítás
- AVC-Arc feszültségvezérlés
- Valódi érték vizualizációja
- Távoli támogatás
- Folyószer
- Adatlap
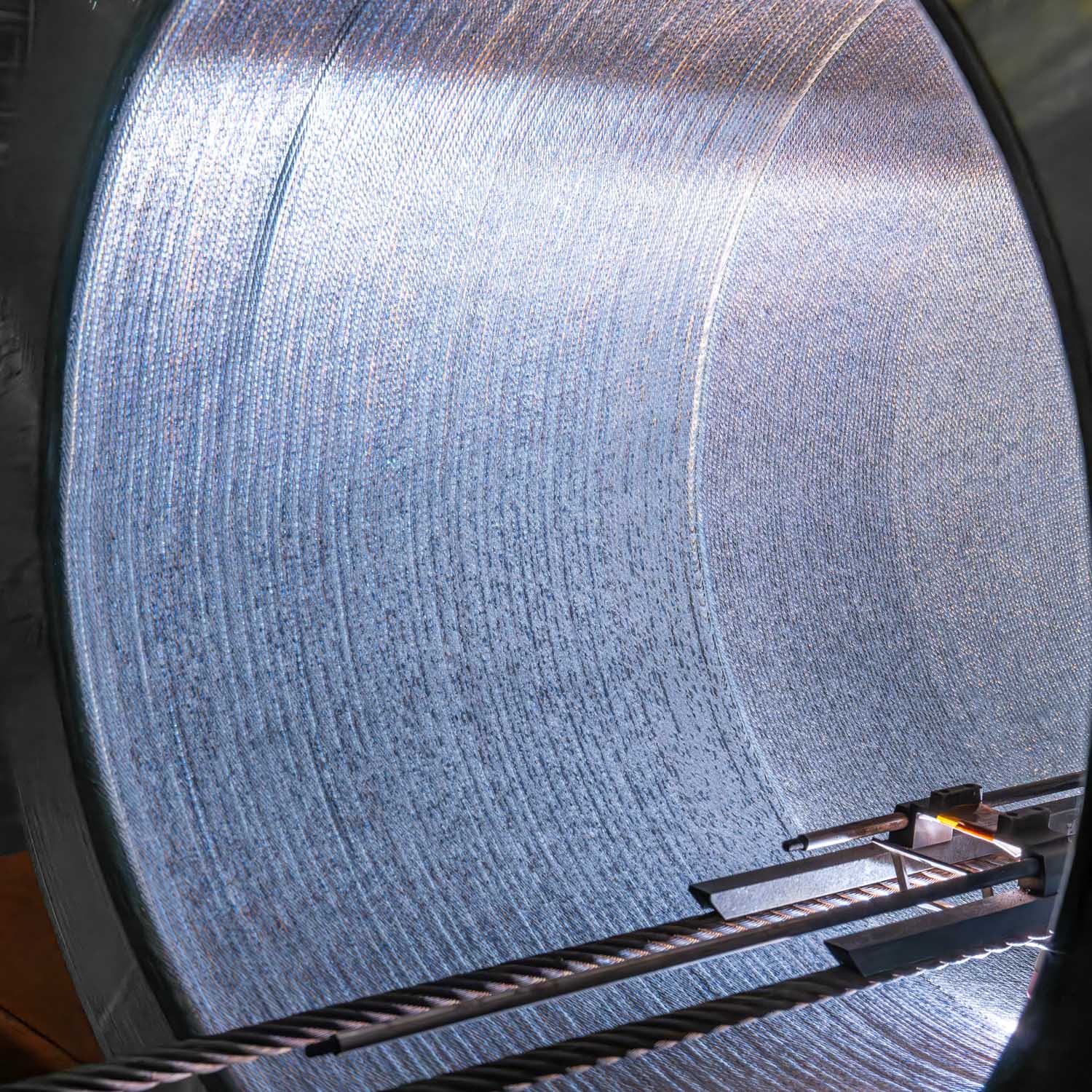
- A vízszintes összefonó áramforrásot a német EWM AG TETRIX 452 DC típusú DC impulzusos arcösszefonó áramforrás szolgáltatja. Az összefonó manőverezhetősége jó, a folyamatos működés stabil és megbízható, és az impulzus funkciója megfelel az összefonási folyamat követelményeinek.
- Az EWM TETRIX 200 HOT WIRE hősíjú áramforrást használják.
- A munkafokú hőmérséklet: -40 oC- +55 oC
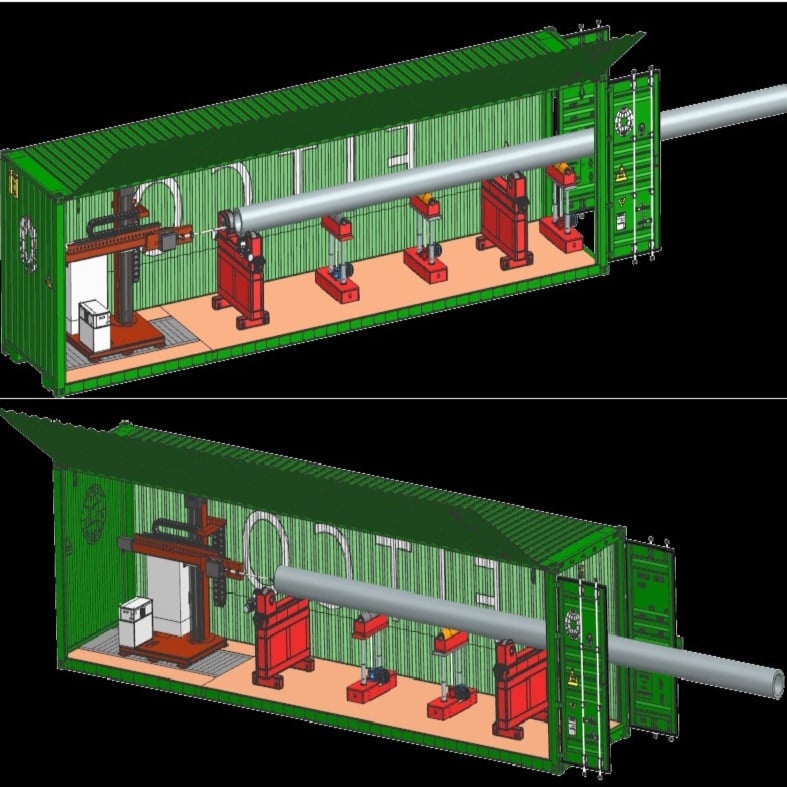
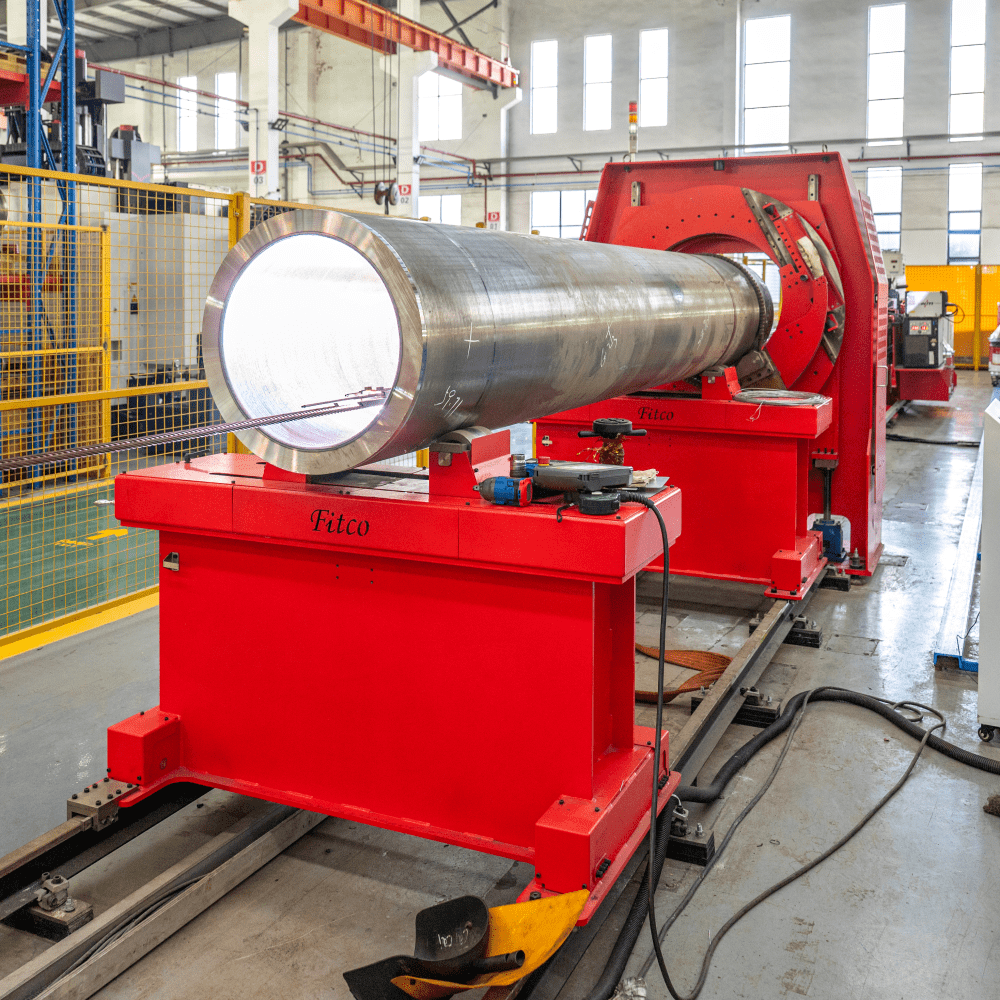
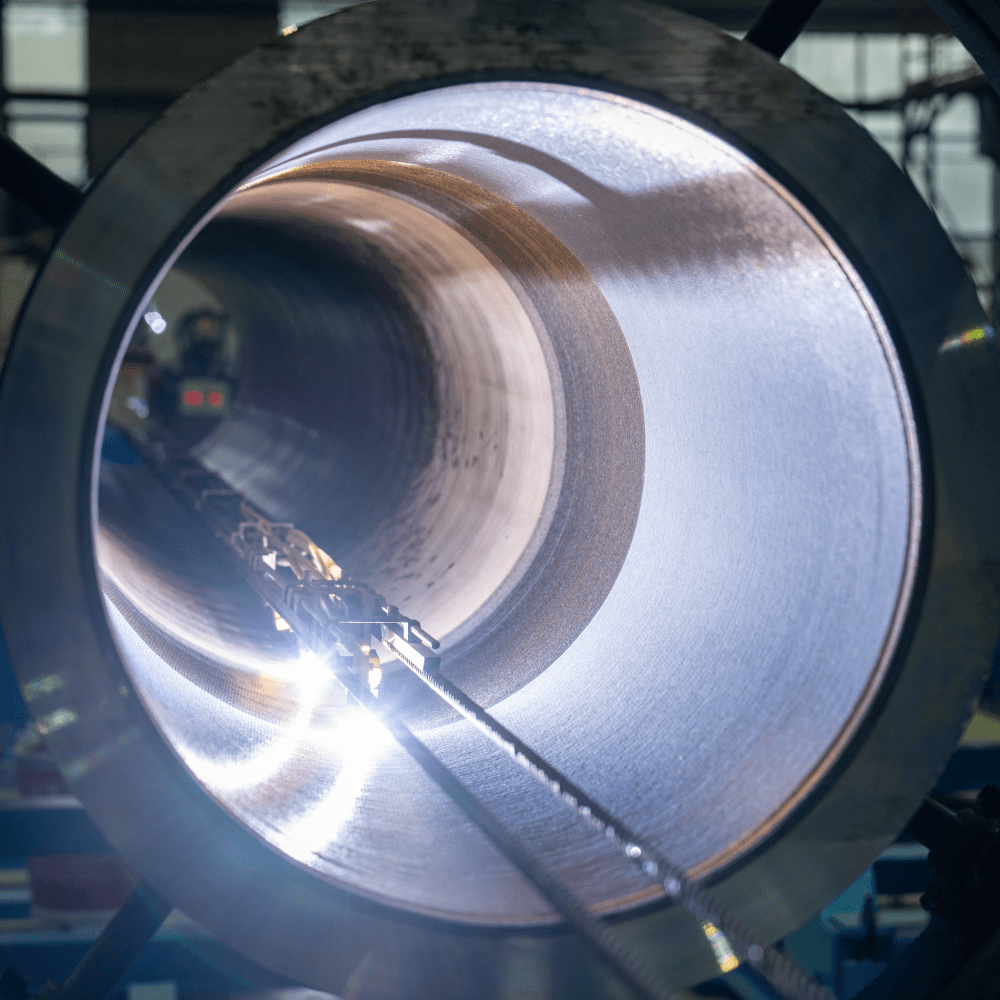
A FITco megtiszteltetésnek érzi, hogy bemutathatja az XHL-PCS burkoló állomást, amelyet olaj- és gázipar, vegyipar, szelepgyártás, nyomástartó edények és egyéb iparágak számára terveztek.
Az berendezés főként 12,5 m-nél rövidebb cső belső falának korrózióvédelmi hegesztésére használatos, a hegesztőcsövet a végső üreges tok forgása hajtja, a hegesztőpisztoly pedig drótkötél segítségével húzza és irányítja a berendezést a pozicionáláshoz, és a hegesztést a csatornába végzi.
- A munkadarab súlya: legfeljebb 10 tonna
- Csőanyag: API 5L Gr.B, X52, X60, X65, rozsdamentes acél, CrMo acél stb.
- Fűző: belső fal hengerelés, lejtő nélkül
- Bevel csoport pár: Nincs;
- Hálózat: 1G hálózat (hálózat nem mozog, a munkaelemek forgatása)
- Hűtőszó TIG
- Felemelkedési követelmények: a hegesztési folyamat szerint a rendszer nem úgy van konfigurálva, hogy felmelegítse a rendszert.
- Húdítási réteg ellenőrzési követelményei: 100% UT rétegelés/100% PT
- Tipikus alkatrészek: forróval húzott acélcsövek, varrat nélküli acélcsövek, kovácsolási csövek stb.

Technikai paraméterek:
1 |
Az energiaforrás típusa |
Egyforma áramú inverter |
2 |
Hűtőáram A járműveknek a következőkre kell figyelniük: |
5450A 450A 80%; 420A 100% |
3 |
Forró drótáram A járműveknek a következőkre kell figyelniük: |
5200A 200A 25%; 150A 60%; 140A 100%. |
4 |
Nyílt áramkör feszültsége |
80V |
5 |
Bemeneti feszültség |
3×400V(-25%+20%) 50/60Hz |
6 |
Bemeneti teljesítmény |
60 KVA |
7 |
Inverter hűtés |
Légi hűtés |
8 |
Kijelző |
5.7” érintőpanel kézi interfész / 12” érintőpanel a vezérlőszekrényen |
9 |
Adatállítási módszer |
Érintszékelő panel beállítása |
10 |
Hibakutatás |
A munka darab rövidzárlat, túlhőmérséklet-védelem, túláram-védelem, túlfeszültség-védelem, vízhiány-védelem, gázvédelem hiánya, áramhibás, ívhibás. |
11 |
Fáklya |
Két hegesztőpisztoly egyedi külső állandó hőmérsékletű keringtető vízhűtéssel, hűtővel |
12 |
Hűtővíz mennyisége |
6L |
13 |
A gyártási szabvány |
A következők: |
14 |
A szigetelő biztonsági szint / szabvány |
H/IP23 |
15 |
Borítékkapacitás |
Külső átmérő: Φ168 ~ Φ850mm / 6-tól 32 hüvelykig A személyiség minimális 140-as. Hossz: Max 6500mm-től 12500mm-ig a megrendelés szerint |
16 |
A betétláb ((2 Fáklyás) |
Max 4 Kg/óra hosszú távú stabil működéshez. A kapacitás legfeljebb 6 kg/óra (a csőszűrő állapotának, egyenességének és átmérőjének megfelelően) |
17 |
Felületi mozgási sebesség |
Akár 1200mm/perc |
18 |
Hálóellátás sebessége |
Legfeljebb 5M/min |
19 |
AVC pontosság |
±0,3V |
20 |
Ajánlott csúcsáram |
150 ~ 280A |
21 |
Ajánlott alapáram |
100 ~ 200A |
22 |
Ajánlott feszültség |
8 ~ 16V |
23 |
Tungsten átmérő. |
3,2/4,0 mm |
24 |
Drót átmérője és orsó mérete |
1,2/1,6 mm 15kgs BS 300 orsók (Φ300xW104xC53mm) vagy 250 kg hordó hegesztőhuzal |
25 |
Egy réteg vastagsága |
1 ~ 3 mm |
26 |
Javasolt gázáramlás |
12 ~ 20 l/min |
27 |
Ívindítás |
HF/kontakt |
 |
 |
 |
 |
Berendezési utasítások
A berendezést elsősorban hosszú cső belső fal hegesztésére használják, az alapcsövet a üreges csukló hegesztési swing mechanizmus hajtja és forogtatja, a hegesztőpisztoly a drótkötél húzásával és a vezetőszerkezettel helyezkedik el, és befejezte a hegesztést a
A berendezés a hegesztési áramellátásból, a hegesztőfejből, a fejvezetési vezérlő rendszerből, a hegesztési lengésmeghajtó mechanizmusból, a görgőkeretből, az elektromos vezérlő rendszerből és a vízhűtő rendszerből áll.
 |
 |
A rendszervezérlő és a távirányító
WO-ACS SERIES SOFTWARE alapja
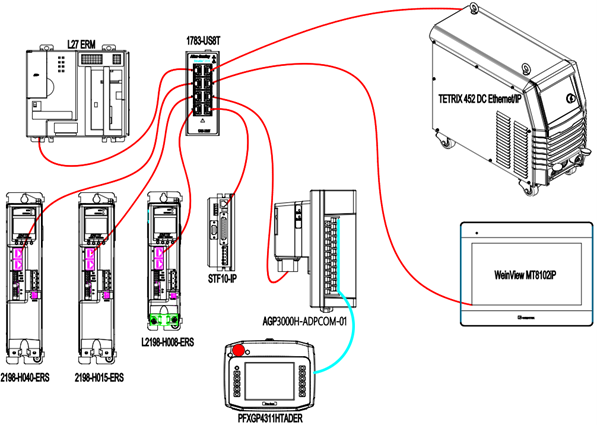
Hálózati rendszer
A szekrény légkondicionálás opcionális.
A szekrény- légkondicionálókat magas hőmérsékletű területeken használják.

Üzemműködés utáni támogatás
Teljes felelősséget vállalunk a szakmai ügyfélszolgálati technikai támogatás nyújtásáért és az eredeti alkatrészek ellátásáért, biztosítva, hogy berendezése zavartalanul működjön élettartama során.
Termékgarancia-elkötelezettség
Minden berendezésre 12 hónapos minőségi garanciát biztosítunk, amely a végső átvétel és aláírás dátumától kezdődik. Ez a garancia a normál használati feltételek mellett fellépő berendezésminőségi problémákat fedezi, kivéve a fogyóalkatrészeket és az emberi tényezők által okozott sérüléseket.
(i)A garanciális időszak alatt: Ha a berendezés műszaki hibája a termék belső minőségi hibájából adódik, díjmentes karbantartási és javítási szolgáltatást nyújtunk. A helytelen kezelésből eredő hibák esetén technikusaink haladéktalanul reagálnak a probléma megoldása érdekében, az indokolt szervizköltségeket azonban az ügyfél viseli.
(ii)Fontos tudnivaló: Nem eredeti alkatrészek vagy helyettesítő elemek használata a garancia automatikus megszűnését vonja maga után.
Örök életű karbantartás és támogatás
Kötelezettségvállalásunk nem ér véget a garancia lejártával. A 12 hónapos garancia lejárta után is életre szóló karbantartási szolgáltatásokat nyújtunk minden tERMÉKEK termékünk számára. Életre szóló kedvezményes műszaki támogatásban is részesülhet, így befektetése hosszú távon is értéket teremt.
A garanciális időszak alatt termelési hatékonyságát elsődlegesnek tekintjük, gyors reakciós rendszerrel:
(ii)A berendezés hibabejelentését követően 8 órán belül válaszolunk, és segítjük a hibaelhárítást.
(ii) Ha a probléma nem oldható meg távolról, egy héten belül szakmai karbantartó mérnököket küldünk a telephelyére a hiba kijavítása érdekében.
Átfogó posztszerviz támogatásunk révén a maguk alapvető tevékenységére koncentrálhatnak, miközben mi gondoskodunk a berendezésekkel kapcsolatos igényeikről. Bármilyen posztszervizes kérdés esetén fordulhat bármikor szolgálatra kész csapatunkhoz.