EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY
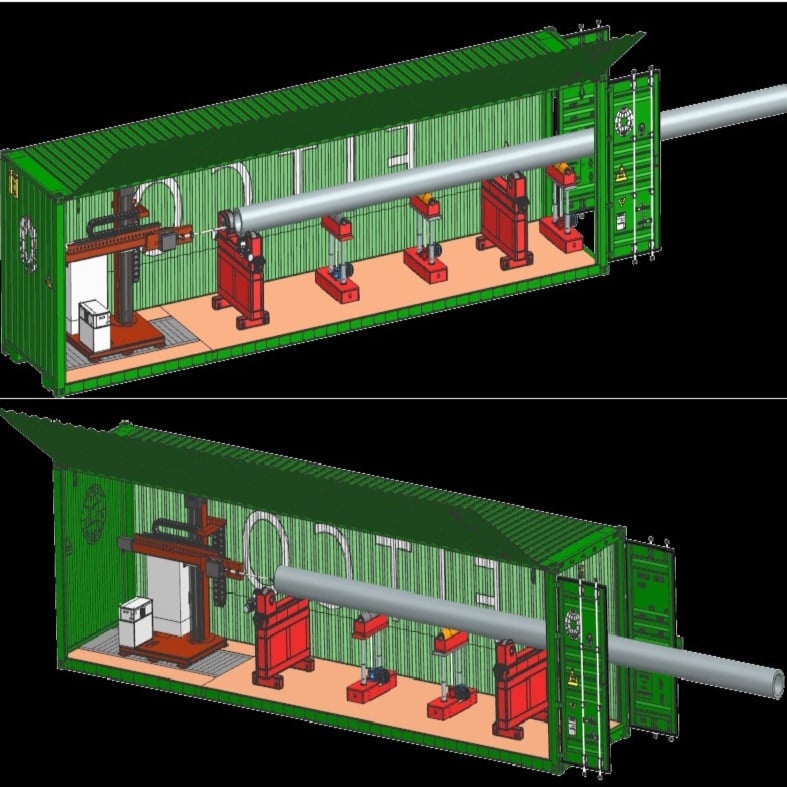
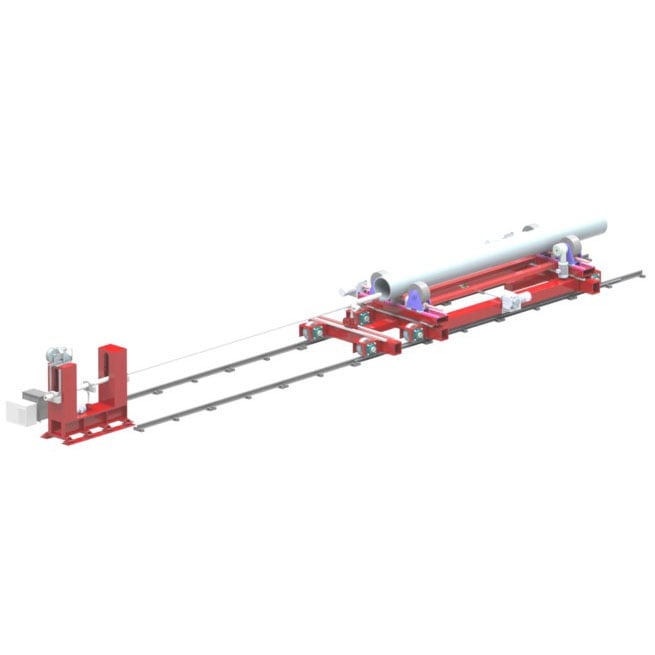
Station d'habillage horizontal intégrée dans un conteneur
La station d'habillage horizontal intégrée au conteneur XHL-HCS est conçue pour des produits lourds et de formes complexes destinés aux secteurs pétrolier et gazier, chimique, fabrication de vannes, récipients sous pression et autres industries. Le chalumeau à souder est conçu pour répondre aux exigences d'une large gamme de produits de différentes formes. Cette machine peut être utilisée pour le soudage précis de matériaux résistants à la corrosion et de matériaux résistants à l'usure.
- Aperçu
- Produits recommandés
- L'alimentation de soudage est fournie par le source d'arc pulsé CC TETRIX 452 DC fabriquée par EWM, en Allemagne. Les caractéristiques de maniabilité du soudage sont bonnes, l'opération continue est stable et fiable, et sa fonction impulsionnelle répond aux exigences du procédé de soudage.
- La source de puissance à fil thermique TETRIX 200 HOT WIRE d'EWM est utilisée.
- L'utilisation d'une torche de soudage TIG automatique refroidie par eau, développée en interne, avec une capacité de courant nominal de 300A , durable et fiable.
- En utilisant la dernière génération de PLC et de système servo de Rockwell AB, la communication numérique EtherNet/IP est employée pour contrôler et surveiller un large éventail de signaux d'entrée, de sortie et d'échantillonnage avec une haute résolution;
- Le système utilise l'écran tactile portable Pro-face, d'une taille d'affichage de 5,7 pouces en écran couleur, l'interface est simple et facile à utiliser ;
- Les principaux composants électriques de l'équipement sont des marques importées d'Europe et des États-Unis;
- Contrôle en temps réel du suivi de la longueur d'arc;
- Fonction de mémoire des paramètres, qui peut être sauvegardée et imprimée lors du processus de soudage;
- La commande à distance permet une visualisation en temps réel, permettant à l'utilisateur de voir différents états du processus sur la commande à distance ;
- Le processus de soudage peut ajuster manuellement des paramètres de soudage tels que le courant, la vitesse, la tension de soudage, la vitesse d'alimentation du fil, le courant du fil chaud et si remplissage du fil est nécessaire pour répondre à certaines exigences spéciales ;
- La configuration de démarrage-arrêt de la soudure, y compris le courant d'ingestion d'arc, le temps de pré-aération, le retard d'alimentation du fil, le courant d'arc, le retard d'arrêt du fil et autres réglages;
- Une interface de programmation conviviale et intuitive qui vous permet de comprendre le processus de soudage sans avoir besoin de personnel spécialisé ;
- Affichage en temps réel de la tension de soudage, du courant de soudage, du courant du fil chaud, de la vitesse d'alimentation du fil, de la vitesse de soudage, de la distance parcourue/angle de rotation, et contrôle de la trajectoire de soudage, soudage automatique;
- Définir précisément la distance entre l'électrode en tungstène et la pièce, l'électrode en tungstène touche la pièce après avoir été avancée à la valeur définie, l'entrée d'arc est une ignition par haute fréquence;
- Doté d'un système de refroidissement à eau à température constante pour garantir un fonctionnement continu à long terme du système ;
- Améliorez le système de détection des pannes et affichez directement la panne et les méthodes de guidance de dépannage;
- Conception modulaire scientifique, système de contrôle éprouvé pour un entretien facile et une maintenance;
- Haute réactivité, haute fiabilité, haute précision, ouverture répondant aux besoins de soudage de presque tous les types de pièces;
- Système de contrôle automatique avec ajustement manuel, deux modes : soudage automatique;
- Le système dispose d'une fonction de mémoire de point de rupture qui revient automatiquement au point de rupture ;
- Le système de contrôle automatique peut réaliser trois types de méthodes de soudage : soudage du trou principal, soudage du trou latéral et soudage de la surface ronde plate ;
- Avec la programmation hors ligne, fonction d'impression hors ligne. (Cette fonction n'est pas incluse dans le présent Accord)
Station de bardage horizontal intégrée XHL-HCS conçue pour les formes lourdes et complexes produits pour les industries pétrolière et gazière, chimique, de fabrication de vannes, de récipients sous pression et autres, la torche de soudage est conçue pour répondre aux exigences d'une large gamme de produits de formes différentes. Cette machine peut être utilisée pour le soudage de précision de matériaux résistants à la corrosion et de matériaux résistants à l'usure.
Ce modèle présente un design compact, économise de l'espace et est puissant. Équipé de la fonction de base de revêtement de l'intérieur des parois horizontales, l'équipement dispose également d'une fonction d'alimentation et peut transporter le tube en acier vers la partie de serrage du positionneur. Les autres fonctions déterminent l'index du programme de soudage de toute la machine en fonction des options du contrat commercial.
L'équipement de revêtement automatique de l'intérieur de la valve utilise une technologie de revêtement à fil chaud TIG pulsé non fondant. Il convient pour le soudage automatique de revêtement de fils en acier au carbone, acier inoxydable, alliage à base de nickel, fil anti-usure, etc.
La stabilité, l'efficacité, l'innovation et l'intégrité sont les principes auxquels FITco s'attache. Notre principe de conception est de garantir en premier lieu la stabilité des équipements, c'est pourquoi nous choisissons des contrôleurs, composants électriques et sources de puissance de soudage de première classe internationale. Nos équipements adoptent le protocole de communication numérique le plus avancé et le plus stable, Ethernet/IP, qui assure la stabilité et la ponctualité de la communication interne des équipements, tout en réservant l'interface la plus fiable et le protocole de communication le plus pratique pour les utilisateurs, afin d'atteindre une numérisation au niveau usine à l'avenir. Ethernet/IP peut facilement réaliser l'échange d'informations et de données dans le cadre du protocole de communication TCP/IP, posant ainsi un solide fondement pour la véritable industrie 4.0 et l'usine intelligente !
Fitco est passé d'une usine de fabrication de revêtements et de produits préfabriqués, en passant par le département de maintenance des équipements de l'usine de production, pour devenir un fabricant spécialisé d'équipements de revêtement et de préfabrication. Nous sommes donc plus familiers avec les problèmes que les utilisateurs peuvent rencontrer. En plus des équipements eux-mêmes, notre maîtrise du processus de soudage est bien supérieure à celle de nos concurrents.
Paramètres clés :
1 |
Type de source d'alimentation |
Inverter de type DC |
2 |
Courant de soudage Cycle de service(40℃) |
5~450A les pièces de rechange doivent être en forme de cartouches. |
3 |
Courant de fil chaud Cycle de service(40℃) |
5~200A les données sont fournies par les autorités compétentes. |
4 |
Taux de dépôt |
1,3 kg/h |
5 |
Zone occupée |
18m2 |
6 |
Tension à vide |
80 V |
7 |
Tension d'entrée |
les fréquences de décharge sont calculées en fonction des fréquences de décharge. |
8 |
Puissance d'entrée |
35 KVA |
9 |
Refroidissement de la source de puissance |
Refroidissement par air |
10 |
Affichage |
écran 5,7" avec interface chinoise/anglaise |
11 |
Méthode de réglage des données |
Réglage par écran tactile |
12 |
Affichage |
Écran tactile / Affichage en temps réel du panneau de contrôle |
13 |
Détection de défaut |
Protection contre la surchauffe, court-circuit de la pièce de travail, protection contre les courants excessifs, surtension, manque d'eau, absence de gaz, erreur de puissance, échec d'arc, erreur de servomoteur. |
14 |
Refroidissement par lampe de poche |
Température constante externe refroidissement par eau de circulation |
15 |
Capacité de revêtement |
Diamètre : Φ50-Φ850mm Hauteur maximale du dépôt horizontal ≦500mm Capacité de charge : 5T |
16 |
Précision AVC |
± 0,2 V |
17 |
Recommander le courant de pointe |
150~280A |
18 |
Courant de base recommandé |
100~200A |
19 |
Voltage recommandé |
8~16V |
20 |
Le tungstène Dia. |
3,2 mm, 4,0 mm optionnel |
21 |
Le Diable. |
1,2/1,0 mm, 1,0/1,2 mm optionnel |
22 |
Recommandation pour l'épaisseur de la couche unique |
1 à 3 mm |
23 |
Débit de gaz recommandé |
12~20L/min |
24 |
Démarrage de l'arc |
HF/Contact |
25 |
Normes de fabrication |
GB15579 La version la plus récente |
26 |
Classification de sécurité de l'isolation / norme |
H/IP23 |
Système de source de puissance de soudage

SYSTÈME DE CONTRÔLE :
i -CLAD 100 a été développé par FITco en utilisant la technologie la plus avancée au monde pour la conception, la fabrication du système de contrôle de soudage. Le système utilise le système de contrôle PLC Rockwell AB des États-Unis, combinant l'expérience de développement et de fabrication de FITco en un seul ensemble, avec des caractéristiques avancées, numériques, faciles à utiliser, intelligentes, universelles et fiables. Le système d'exploitation centralise la configuration, le stockage et le contrôle synchronisé, avec une bonne extensibilité des paramètres fonctionnels dans le processus de soudage.
Caractéristiques du système :


Lorsqu'il est ajusté manuellement, chaque axe mobile peut être ajusté séparément, et le point de départ de la soudure peut être défini.;
Lors de la soudure automatique, selon les paramètres de soudure définis, suivant un certain modèle mathématique de manière fluide;
Configuration facultative de la fonction du programme (les fonctions suivantes ne sont applicables que si elles sont incluses dans le contrat commercial) : Ø
Service après-vente
Après l'expiration de la garantie, le fournisseur assurera une maintenance à vie de ses produits et proposera un large éventail de soutien technique privilégié tout au long de leur durée de vie.
Pendant la période de garantie, lorsque la panne de l'équipement survenue lors de son utilisation n'est pas résolue, le Partie B répondra dans les 8 heures suivant la notification ; si le client ne parvient toujours pas à résoudre le problème, le fournisseur enverra un ingénieur de maintenance dans la semaine.