
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY





TIG+MIG-Schweißstation für Hintern
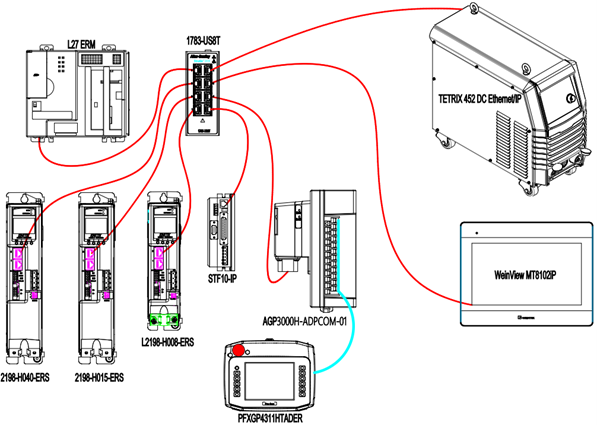
Unsere Geräte verwenden das fortschrittlichste und stabilste digitale Kommunikationsprotokoll Ethernet/IP, das die Stabilität und zeitnahe interne Kommunikation der Geräte gewährleistet, aber auch die zuverlässigste Schnittstelle und das bequemste Kommunikationsprotokoll für Benutzer bereitstellt, um in Zukunft eine Digitalisierung auf Fabrikebene zu erreichen.
- Überblick
- Empfohlene Produkte
- Berührung & Rückzug
- Online-Anpassung
- AVC-Arc Spannungsregelung
- Tatsächliche Wertvisualisierung
- Fernunterstützung
- Bohrung zu Bohrung
- Datenlogger
- Verarbeitet Rohre mit Durchmessern von φ63–610 mm, Wandstärken von 3–70 mm und Längen von 200–6000 mm und eliminiert damit die begrenzte Einsatzbreite herkömmlicher Geräte.
- Unterstützt verschiedene Werkstoffe wie Kohlenstoffstahl, legierten Stahl, Edelstahl, tieftemperaturbeständigen Stahl sowie beschichtete Rohre und erfüllt so vielfältige Anwendungsanforderungen.
- Kompatibel mit verschiedenen Fasentypen (V-Fase, Doppel-V-Fase, U-Fase usw.), ohne dass häufige Spannvorrichtungswechsel erforderlich sind – steigert die Effizienz unter komplexen Arbeitsbedingungen.
- Ausgestattet mit dem deutschen EWM Phoenix-550-Impulsschweißstromquelle und dem TETRIX SMART Heißdrahtsystem für stabile Leistungsabgabe und zur Reduzierung von Fehlern wie Poren und Rissen.
- Integriert zehn bewährte Schweißprozessprogramme, gesteuert durch eine Rockwell-SPS, um eine konsistente Schweißqualität über Chargen und Bediener hinweg sicherzustellen.
- Ermöglicht eine präzise Voreinstellung und Feinabstimmung der Parameter (Drehgeschwindigkeit von 0–1000 mm/min, Schwingungsamplitude von 0–20 mm) für eine hochwertige Schweißnahtbildung.
- Der Dreiklauen-Selbstzentrierfutter-Antrieb ist vom Schweißmanipulator getrennt und kann elektrisch entlang der Führungsschiene bewegt werden, wodurch Zeit für die Aufstellung und den Wechsel zwischen Stationen drastisch reduziert wird.
- Antrieb mit Servomotor + Kugelgewindetrieb + Linearführung gewährleistet eine effiziente und stabile Schweißbewegung und steigert so die Gesamtproduktivität.
- Automatische Speicherung und Stromausfall-Speicherfunktion verhindern nach einem unerwarteten Stromausfall das erneute Debugging und minimieren Ausfallzeiten.
- Hochleistungsantriebssystem mit einer vertikalen Traglast von 2 Tonnen und einer horizontalen Traglast von 100 kg, geeignet zum Spannen und Drehen von Rohren mit großem Durchmesser und dicker Wandstärke.
- Spannfutter-Mittenhöhe ≤ 100 mm mit stufenloser Drehzahlverstellung von 0,05–2 U/min für eine präzise Positionierung und Neigungseinstellung schwerer Werkstücke.
- Elektrisches Laden/Entladen von Werkstücken verringert die körperliche Belastung beim manuellen Handling und reduziert Sicherheitsrisiken.
- Verwendet das industrielle Ethernet-Protokoll EtherNet/IP und unterstützt die Vernetzung von Maschinen auf Fabrikebene sowie den Datenaustausch, um die Integration in digitale Fertigungsumgebungen zu ermöglichen.
- Pro-face-HMI mit Berechtigungsverwaltung und Mehrsprachunterstützung für eine einfache Bedienung und Steuerung durch Personal unterschiedlicher Qualifikationsstufen.
- Bietet Visualisierung von Prozessparametern und Fernsteuerungsfunktionen, wodurch Rückverfolgbarkeit und schlankes Management des Schweißprozesses gewährleistet werden.
- Ermöglicht das Stoßschweißen von Ellbogen, Flanschen, T-Stücken und anderen Rohrformstücken; erfüllt vielfältige Werkstückanforderungen mit einem einzigen System und senkt so die Investitionskosten für Maschinen.
- Das modulare Design unterstützt die Funktionsausweitung und eine schnelle Wartung, wodurch Ausfallzeiten reduziert und die gesamte Anlagenauslastung verbessert werden.
- Der vollautomatisierte Betrieb verringert die Abhängigkeit von hochqualifizierten Schweißern, senkt die Personalkosten und reduziert Schulungsaufwendungen.
FIT-FAB-I-S-12M ist eine Argonlichtbogen-Schweißarbeitsstation, die speziell für das Stumpfschweißen von großformatigen Stahlrohren und -fittings (Stahlrohre, Bögen, Flansche, T-Stücke, wechselnde Durchmesser usw.) entwickelt wurde. Anwendungsbereich 1-12m Länge Stahlrohr und Flansch /1.5 Bogen/T-Stück/variabler Durchmesser des Außeringverbindungs-Argonlichtbogen-Stumpfschweißens; Anwendbare Werkstückdurchmesser Φ200mm ~ 1000mm.
Die Arbeitsstation verwendet einen Klemmmechanismus mit Drehantrieb und festem Spannfutter zum Antreiben der Drehung des Stahlrohrs, vier Gruppen beweglicher Rollen zum Ziehen der Rohrverbindung, den Wanderschweißrahmen zum Bewegen in die Stumpfschweißposition und die Schweißpistole durch das Schwenken und Verfolgen des Moduls zum Durchführen des Stumpfschweißens von Rohren und Flanschen, Winkelstücken, T-Stücken und Durchmesserwechsel.

Tabelle der Produktparameter:
Artikel |
Technologieparameter |
|
Eingangsspannung |
380 V ± 10 % 50 ± 1 Hz Dreiphasig Fünfleiter |
|
Schweißstromversorgung |
Phoenix 650 puls TETRIX 200 SMART HOT WIRE |
|
|
Schweißverfahren |
WIG-Druck: Schweißstrom: 5A-550A Arbeitszyklus (40 °C): 420 A 100 % |
|
|
Metallschutzgas Schweißstrom: 5A-550A Arbeitszyklus (40 °C): 420 A 100 % | ||
|
Säge Schweißstrom: 20A-650A Arbeitszyklus (40 °C): 60 % 590 A; 100 % 500 A | ||
Umgebungstemperatur |
-20℃~50℃ |
|
|
Werkstück Spezifikation |
Rohrdurchmesser |
φ63~610 mm |
Wandstärke |
3 bis 70 mm |
|
Länge |
200 bis 6000 mm |
|
Material |
Kohlenstoffstahl, legierter Stahl, Edelstahl, Niedertemperaturstahl, Produkte für die Ummantelung von Rohrspulen. |
|
Anforderung an den Abschrägungswinkel |
Nutform V, Doppel-V-Form, U-Form, I-Typ, U-Form mit schmalem Spalt, Abschrägungswinkel 3~37,5° |
|
Schweißform |
Stumpfnähte im Umfangsbereich sowie Einfügungen von inneren und äußeren Kehlnähten sind für verschiedene Rohrabschnitte geeignet, wie etwa Rohr – Rohr, Rohr – Bogen, Rohr – Flansch, Rohr – T-Stück, Rohr – großer (kleiner) Kopf, Flansch – Rohr – Flansch, Flansch – Bogen usw. Zu den Flanschen zählen: Nabenflansch und flache Schweißflansche. |
|
Gerätestrukturformular |
Geteilter Typ: Der Antriebsmechanismus des selbstzentrierenden Dreibackenfutters ist vollständig vom Schweißer getrennt und kann elektrisch entlang der Schiene laufen, um das Be- und Entladen der Rohre vorwärts und rückwärts zu erleichtern. |
|
|
Schweißbediengerät |
Spalte |
Effektiver Schlaganfall Antriebsmodus: Servomotor + Trapezspindel + Linearführungsschiene |
Träger |
Effektiver Schlaganfall Antriebsmodus: Servomotor + Kugelumlaufspindel + Linearführungsschiene |
|
Fahrgestell |
Größe Antriebsart: Frequenzumrichter + Rolle + Schiene |
|
Antriebssystem |
Antriebsmodus |
Servomotor, Untersetzungsgetriebe und Spannfutter treiben die Rohrrotation an. |
Tragfähigkeit |
Vertikales Gewicht 2 Tonnen, exzentrisches Gewicht 100 kg. |
|
Max. Drehmoment |
≥2000N.m |
|
Drehgeschwindigkeit |
0,05–2 U/min, stufenlos einstellbar (3 kW Servomotorantrieb) |
|
Höhe der Spannfuttermitte |
≤ 1000 mm |
|
Kontrollsystem |
Steuerungssoftware |
Die Rockwell-SPS-Steuerung und die Steuerungssoftware umfassen 10 Sätze ausgereifter Schweißprozessprogramme und einen maximalen Speicher von 50 Sätzen Schweißprozessprogrammen. |
Fernbedienung |
Pro-Face Manuelle HMI-Dialogschnittstelle für den Bediener. |
|
Passwort |
Das Steuerungssystem kann Passwörter verwalten, um Benutzerberechtigungen zu unterscheiden. |
|
Automatische Speicherung und Stromausfallspeicher |
Das System verfügt über eine automatische Speicher- und Stromausfallspeicherfunktion, die das Risiko eines Stromausfalls verhindern kann. |
|
Einstellbereich der Schweißparameter |
Drehgeschwindigkeit des Werkstücks 0 – 1000 mm/min, Fasenlänge 5 – 30 mm, Schweißschwingung 0 – 20 mm, Schwinggeschwindigkeit: 0 – 300 mm/min, linker und rechter Aufenthalt ca. 0 – 3 s, Voreinstellungen und Feinabstimmung sind verfügbar. |
|

Schweißstromversorgungssystem:
· Argonlichtbogenstromversorgung TETRIX 452 DC DC-gepulste Argonlichtbogenschweißstromversorgung der deutschen Firma EWM. Das Schweißgerät hat gute mechanische Eigenschaften, einen stabilen und zuverlässigen Dauerbetrieb und seine Pulsfunktion erfüllt die technischen Anforderungen des Auftragsschweißens.
· TETRIX 200 SMART HOT WIRE Stromversorgung von EWM wird verwendet.
· Selbstentwickelter wassergekühlter automatischer TIG-Schweißbrenner, Nennstromtragfähigkeit 300A, langlebig, guter Schutzeffekt.
· Er hat eine gute Lichtbogenstabilität sowohl bei hoher Lichtbogen-Spannung als auch bei niedriger Lichtbogen-Spannung.
· Stromversorgungen, die für die Kommunikation unter Verwendung der meisten Standardprotokolle wie TCP/IP (LAN), CAN usw. ausgelegt sind, können direkt mit einer SPS kommunizieren.

SYSTEMSTEUERUNG UND FERNBEDIENUNG
WO-ACS SERIE SOFTWARE basiert auf
Kernwerte, die branchenspezifische Probleme lösen
1. Löst das Problem der eingeschränkten Anpassungsfähigkeit an große Durchmesser und Mehrfachspezifikations-Rohre
2. Beseitigt die Instabilität und Inkonsistenz der Schweißqualität

3. Überwindet Effizienzengpässe unter komplexen Arbeitsbedingungen
4. Bewältigt Herausforderungen bei der Spannung und Positionierung schwerer Werkstücke

5. Schließt die Lücke in der digitalen und intelligenten Steuerung
6. Senkt hohe Kosten und geringe Anpassungsfähigkeit
After-Sales-Support
Wir übernehmen die volle Verantwortung für die Bereitstellung professioneller technischer After-Sales-Services sowie echter Ersatzteile und stellen so sicher, dass Ihre Anlage während ihres gesamten Lebenszyklus reibungslos funktioniert.
Produkt-Garantiezusage
Wir gewähren eine 12-monatige Qualitäts-Garantie auf alle Geräte, beginnend ab dem Datum der endgültigen Abnahme und Unterschrift. Diese Garantie deckt Qualitätsmängel des Geräts unter normalen Nutzungsvoraussetzungen ab, ausgenommen sind Verschleißteile sowie Schäden durch menschliches Verschulden.
(i) Innerhalb der Gewährleistungsfrist: Wenn das Gerät aufgrund inhärenter Qualitätsmängel ausfällt, stellen wir kostenlose Wartungs- und Reparaturleistungen zur Verfügung. Bei Störungen, die durch unsachgemäße Bedienung verursacht werden, reagieren unsere Techniker umgehend, um den Fehler zu beheben, und angemessene Servicekosten trägt der Kunde.
(ii) Wichtiger Hinweis: Die Verwendung von Nicht-Originalersatzteilen oder Alternativen führt zum automatischen Erlöschen Ihrer Gewährleistungsansprüche.
Lebenslange Wartung und Unterstützung
Unsere Verpflichtung endet nicht mit der Gewährleistung. Nach Ablauf der 12-monatigen Gewährleistung bieten wir lebenslange Wartungsdienstleistungen für alle unsere produkte . Sie können zudem lebenslang technischen Support zu Sonderkonditionen in Anspruch nehmen und so den langfristigen Wert Ihrer Investition sicherstellen.
Während der Gewährleistungsfrist priorisieren wir Ihre Produktionseffizienz mit einem schnellen Reaktionssystem:
(ii) Nach Erhalt Ihrer Meldung über einen Gerätefehler melden wir uns innerhalb von 8 Stunden, um Sie bei der Fehlerbehebung zu unterstützen.
(ii) Wenn das Problem nicht aus der Ferne gelöst werden kann, entsenden wir innerhalb von 1 Woche professionelle Wartungsingenieure zu Ihrem Standort, um das Problem zu beheben.
Mit unserer umfassenden After-Sales-Unterstützung können Sie sich auf Ihre Kerngeschäfte konzentrieren, während wir uns um Ihre Gerätebedürfnisse kümmern. Für alle After-Sales-Anfragen können Sie jederzeit unser engagiertes Service-Team kontaktieren





