EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY
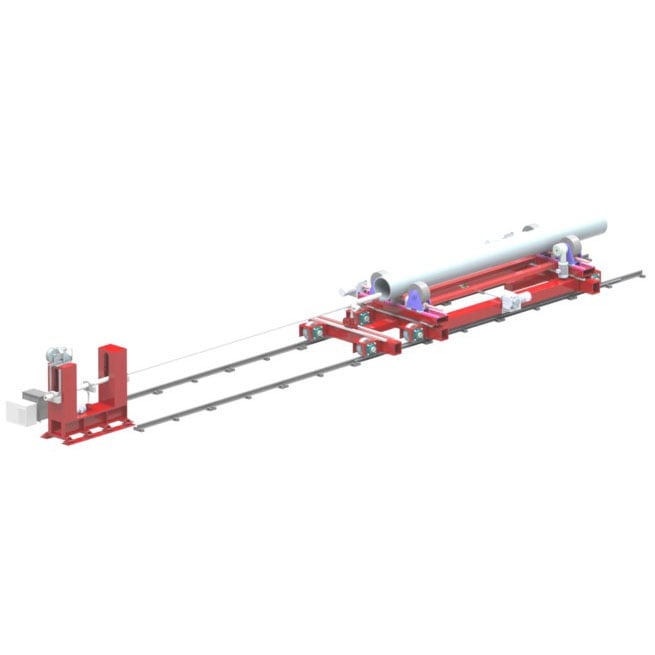
Интегрирана хоризонтална станция за облицовка в кутия
Хоризонталната облицовачна станция XHL-HCS е концептуализирана за тежки и сложни по формата продукти в нефтен и газов, химически, производство на кранове, натисъчни съдове и други индустрии. Сварителната пистолет е разработен да отговаря на изискванията за широк спектър различни по форма продукти. Този апарат може да се използва за прецизно сварване на корозиеустойчиви материали и износостойки материали.
- Общ преглед
- Препоръчани продукти
- Източникът за сварване е TETRIX 452 DC-типа DC пулсов арков сварващ източник, произведени от EWM, Германия. Характеристиките на сварването са добри, непрекъснатото функциониране е стабилно и надеждно, а неговата пулсова функция отговаря на технологичните изисквания за сварване.
- Източникът за термична проволока TETRIX 200 HOT WIRE от EWM се използва.
- Използване на саморазработена водоводена автоматична ТИГ сварваща пистолет, номинална стойност на тока 300A , устойчив и надежден.
- Използване на последното поколение PLC и сервосистема на Rockwell AB за контрол, като се използва EtherNet/IP цифрова комуникация за контролиране и мониторинг на широк спектър входящи, изходящи и сигнали за проби с висока точност;
- Системата използва Pro-face ръчен тач скрийн, с размер на дисплея 5.7 инча цвятен екран, интерфейсът е прост и лесен за управление;
- Основните електрически компоненти на оборудването са импортирани марки от Европа и САЩ;
- Реално време контрол на дължината на дъга;
- Функция за памет на параметрите, които могат да бъдат запазени и отпечатани по време на процеса на сварване;
- Дистанционното управление позволява реално време на показването, което позволява на потребителя да вижда различни състояния в процеса на дистанционното управление;
- В процеса на сваряване може ръчно да се коригират сварвателни параметри като ток, скорост, сварващо напрежение, скорост на подаване на провода, горещ ток и дали да се попълва провод по всяко време, за да се удовлетворят някои специални изисквания;
- Настройката за стартиране и спиране на сварването, включително настройките за инжекция на дъг, предварителното вентилиране, забавяне на подаването на проводника, дъговият ток, забавяне при спиране на подаването на проводника и други;
- Приятен и интуитивен програмен интерфейс, който ви позволява да разберете процеса на сваряване без нужда от специализирани лица;
- Реално показване на сварващото напрежение, сварващият ток, горещият дъгов ток, скоростта на подаване на проводnika, скоростта на сварване, разстоянието за обхождане/ротационния ъгъл и контролиране на пътя на сварване, автоматично сварване;
- Точна настройка на разстоянието между тунгеневия електрод и работния материал, след като тунгеневият електрод се докосва до работния материал след повдигането му до зададената стойност, а инжекцията на дъга е чрез високочестотна искра;
- С постоянна температурна система за охлаждане с вода, която гарантира продължително непрекъснато функциониране на системата;
- Подобряване на системата за детекция на повреди и директно показване на повредата и методите за устраняване на проблемите;
- Научен модулен дизайн, доказана контролна система за лесно обслужване и поддръжка;
- Висока реално време, висока надеждност, висока точност, отвореност, която отговаря на почти всички нужди за сваряване на детали;
- Автоматична контролна система с ръчна регулация, два начина за автоматично сварване;
- Системата разполага с функция за запомняне на преривиста точка, която автоматично връща до преривистата точка;
- Автоматичната контролна система може да реализира три вида метода за сварване: сварване на главното отворче, сварване на страничното отворче и сварване на кръглата равнина;
- С офлайн програмиране, офлайн функция за печатане. (Тази функция не е включена в този Договор)
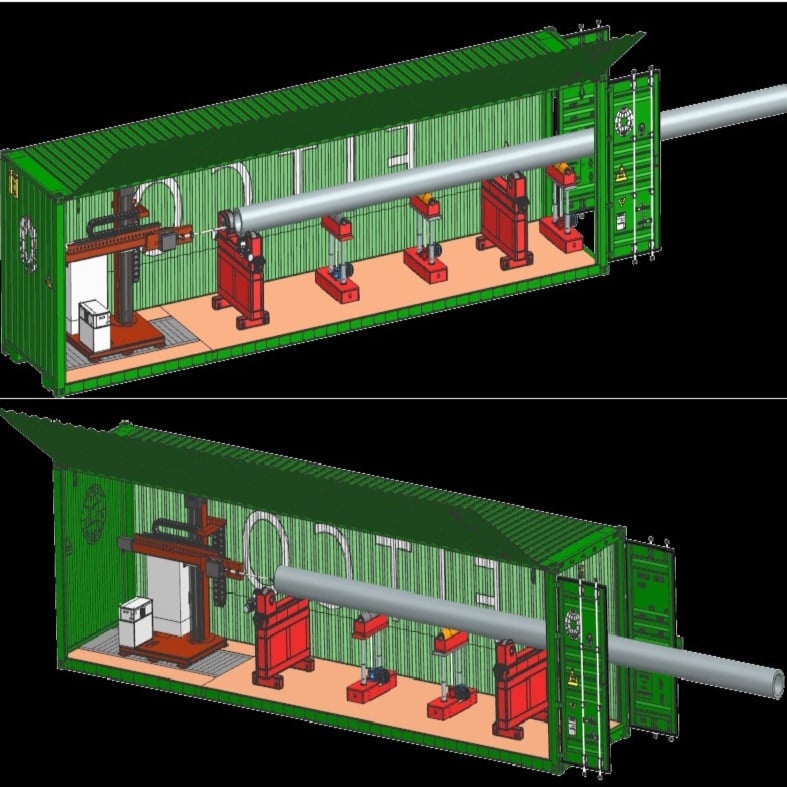
XHL-HCS контейнерна интегрирана хоризонтална обшивна станция, проектирана за тежки и сложни по форма детайли пРОДУКТИ за петрол и газ, химическа промишленост, производство на вентили, настискови съдове и други индустрии, сваръчната горелка е проектирана да отговаря на изискванията на широк спектър от продукти с различна форма. Тази машина може да се използва за прецизно заваряване на корозоустойчиви и износостойки материали.
Тази модела има компактен дизайн, запазване на пространство и мощност. Оснащена с основната функция за хоризонтална вътрешна облицовка, оборудването разполага с функцията за подаване и може да транспортира стомана тръба до частта за зажимане на позиционатора. Другите функции определят сварвалния програмен индекс на цялата машина според бизнес контракт.
Оборудването за автоматично напояване на вътрешната стена на клапката използва технология за неразтопващ пулсиращ TIG горещ проводник с напълнение. Подходи за автоматично напояващо сваряване на въглеродиста стомана, неръжавеща стомана, никелови сплавове, износостойки проводници и др.
Стабилност, ефективност, иновации и честност са принципите, които FITco придержава. Принципът ни за проектиране е да гарантираме първоначалната стабилност на оборудването, затова избирахме международни първи клас контролери, електрически компоненти, сварващи мощности. Нашият aparat adoptira най-модерния и най-стабилен цифров протокол за комуникация Ethernet/IP, който гарантира стабилността и своевремеността на вътрешните комуникации на оборудването, както и запазва най-надеждния интерфейс и най-удобния протокол за комуникация за потребители, които могат да постигнат цифровизация на фабриката в бъдеще. Ethernet/IP може лесно да реализира информация и данни TCP/IP комуникационен протокол, като слага твърде здрави основи за реалното постигане на индустрия 4.0 и умна фабрика!
Fitco е растяла и се развива от завод за производство на ограждания и преформувани продукти, от отдела за поддръжка на оборудването на фабриката за производство на продукти до професионален производител на оборудване за ограждане и преформуване, затова сме по-добре запознати с проблемите, с които потребителят може да срещне. Освен самото оборудване, нашата запознаност с процеса на сваряване е много по-висока от тази на конкурентите ни.
Ключови параметри:
1 |
Вид източник на захранване |
Инвертор от тип едностен ток |
2 |
Сварващ ток Задължителен цикъл ((40°C) |
5450A 450A 80%; 420A 100% |
3 |
Топ ток на горещи проводници Задължителен цикъл ((40°C) |
5200A 200A 60%; 100A 100% |
4 |
Процент на депозит |
1.3 kg/h |
5 |
Заселена зона |
18м2 |
6 |
Напрежение на отворена верига |
80 V |
7 |
Входно напрежение |
3×400V ((-25%+20%) 50/60Hz |
8 |
Входяща мощност |
35 KVA |
9 |
Охлаждане на мощностен източник |
Продукти за охлаждане с въздух |
10 |
Дисплей |
5.7"интерфейс на китайски/английски език |
11 |
Метод за определяне на данните |
Настройка на сензорния панел |
12 |
Дисплей |
Екран сенсорен / Панел за реално време |
13 |
Откриване на грешки |
Защита при коротко замикване на детайлата, защита при надхлост, защита при прекалено ток, защита при прекалено напрежение, защита при липса на вода, защита при липса на газ, грешка в електроенергията, грешка в дъга, сервогрешка. |
14 |
Остудяване с факли |
Извъншно постоянно охлаждане с циркулираща вода |
15 |
Капацитет на покритието |
Диаметър: Φ50-Φ850mm Максимална височина на хоризонталното нанасяне ≦500mm Кapacитeт по товар: 5T |
16 |
ВВК точност |
±0,2V |
17 |
Препоръчва се пиково течение |
150 ~ 280A |
18 |
Препоръчително базово течение |
100 ~ 200A |
19 |
Препоръчително напрежение |
8 ~ 16V |
20 |
Вулфрам Диа. |
3.2мм, 4.0мм опция |
21 |
- Да, сър. |
1.2/1.0мм, 1.0/1.2мм опция |
22 |
Препоръчителна еднослоевна толщина |
1 ~ 3 mm |
23 |
Препоръчителна скорост на газовия поток |
12 ~ 20 l/мин |
24 |
Сглобяване на дъга |
HF/контакт |
25 |
Производствени стандарти |
GB15579 най-новата версия |
26 |
Определяне на безопасността на изолацията / стандарт |
H/IP23 |
Система за сварващо напрежение

Система за управление:
i -CLAD 100 е разработен от FITco, като се използва най-продвинатата технология в света за проектиране и производство на системи за контрол на сварването. Системата използва PLC система за контрол от Rockwell AB в САЩ, комбинирайки опита на FITco в разработка и производство. Системата е продвината, цифрова, лесна за управление, интелигентна, универсална, надеждна и т.н. Операционната система централно задава, запазва и контролира дистрибутивната синхронизация и има добри възможности за разширение на функционалните параметри при сварването.
Системни особености:


Когато се коригира ръчно, всяка движима ос може да се коригира отделно, а може да се зададе началната точка за сваряване;
Когато сварва автоматично, според зададените параметри на сварващия процес, според определена математическа модель гладко;
Опционална конфигурация на програмните функции (следните функции са применими само ако са включени в деловия договор): Ø
Служба за следпродажбено обслужване
След изтичане на гаранцията, доставчикът ще извършва безсмъртно поддържане на своите продукти и ще осигурява широк спектър от предимна техническа поддръжка през целия живот.
По време на периода на гарантиране на качеството, когато неуспехът на оборудването в процеса на употреба не може да бъде отстранен, Сторона Б след уведомление трябва да отговори в рамките на 8 часа; ако клиентът все още не може да отстрани неизправността, доставчикът ще изпрати инженери за поддръжка в рамките на 1 седмица.