EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




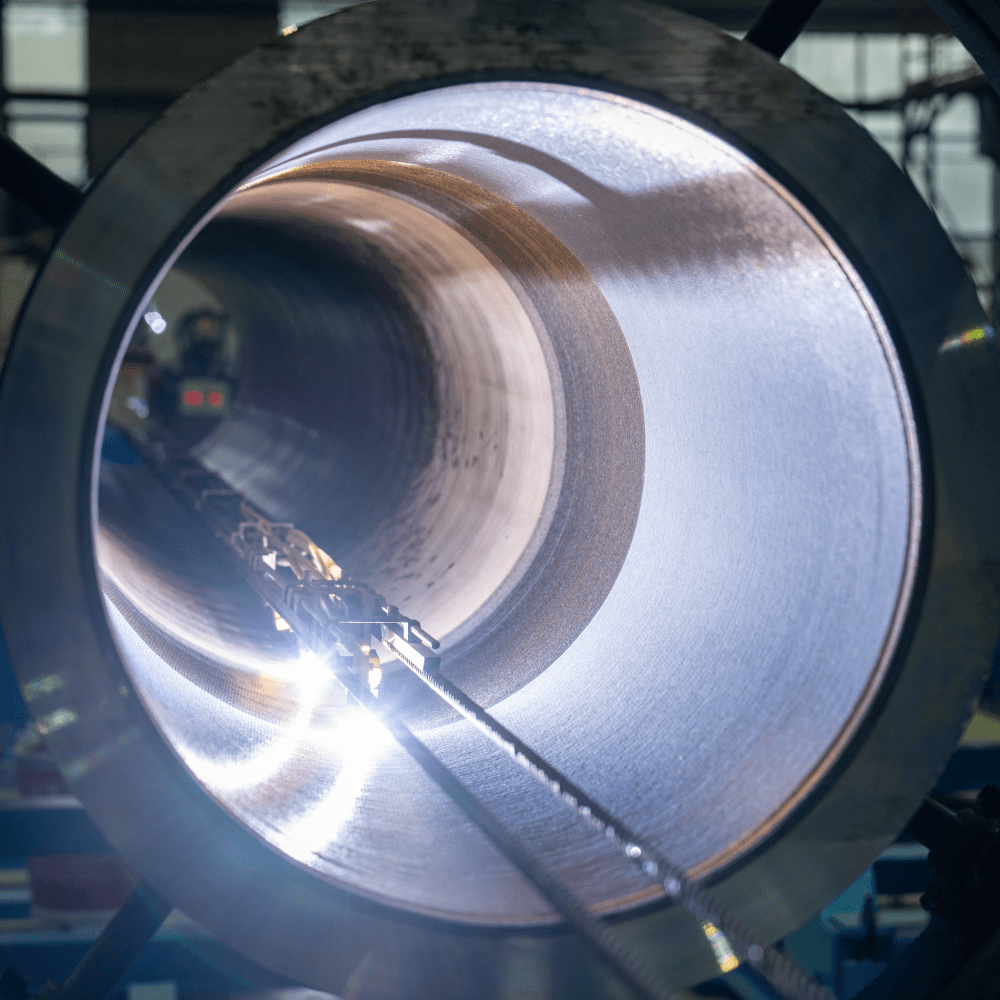
Maszyna do spawania TIG z nałożeniem powłoki na rury naftowe i gazowe
Dzięki podwójnemu projektowi palnika i podwójnemu drutowi, wskaźnik osadu może wynosić do 5,0 kg/godzinę.
Z zasilaczem spawalniczym EWM TETRIX 452 DC impulsowego łuku spawalniczego i zasilaczem TETRIX 200 HOT WIRE. Wydajność spawania jest bardzo doskonała.
Najnowocześniejsza generacja PLC i systemu serwo firmy Rockwell AB, komunikacja cyfrowa EtherNet/IP jest używana do kontrolowania i monitorowania szerokiego zakresu sygnałów wejściowych, wyjściowych i próbkowania w wysokiej rozdzielczości.
- Przegląd
- Polecane produkty
- Dotknij i wyciągnij
- Dostosowanie online
- Wymagania dotyczące regulacji napięcia
- Wizualizacja wartości rzeczywistej
- Wsparcie zdalne
- Wyroby z drzew
- Dziennik danych
- Zasilacz spawania jest napędzany zasilaczem spawalniczym o przekroju DC TETRIX 452 DC produkowanym przez EWM AG, Niemcy. Charakterystyka sterowania spawaniem jest dobra, ciągła operacja jest stabilna i niezawodna, a jej funkcja pulsacyjna spełnia wymagania technologiczne spawania.
- Używany jest zasilacz drutu ciepłego TETRIX 200 HOT WIRE od EWM.
- Temperatura robocza: -40ºC~+55ºC
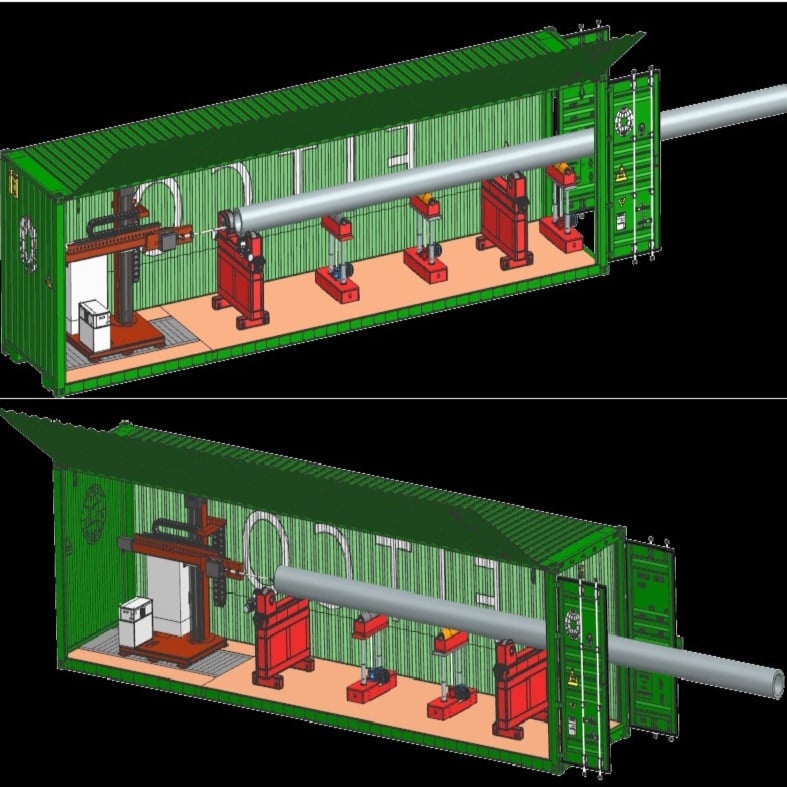
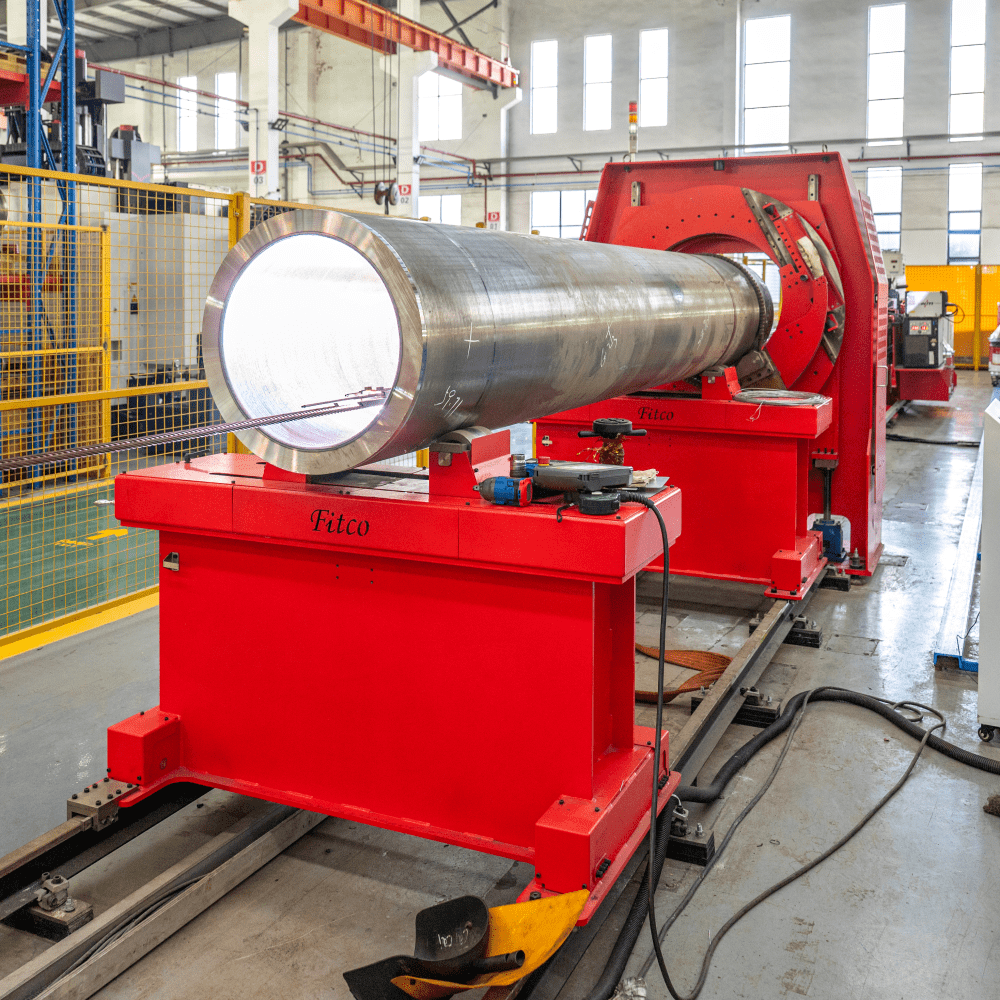
FITco ma zaszczyt dostarczyć stację okładzinową model XHL-PCS, która jest zaprojektowana do rur i zbiorników dla przemysłu naftowego i gazowego, chemicznego, produkcji zaworów, zbiorników ciśnieniowych i innych branż.
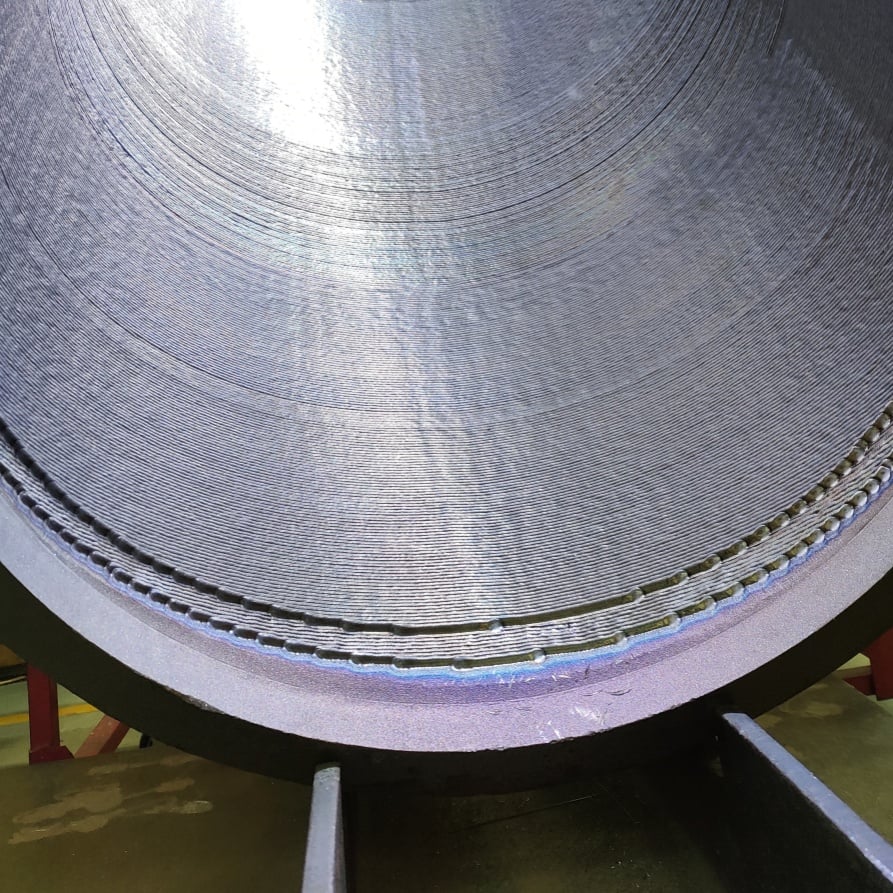
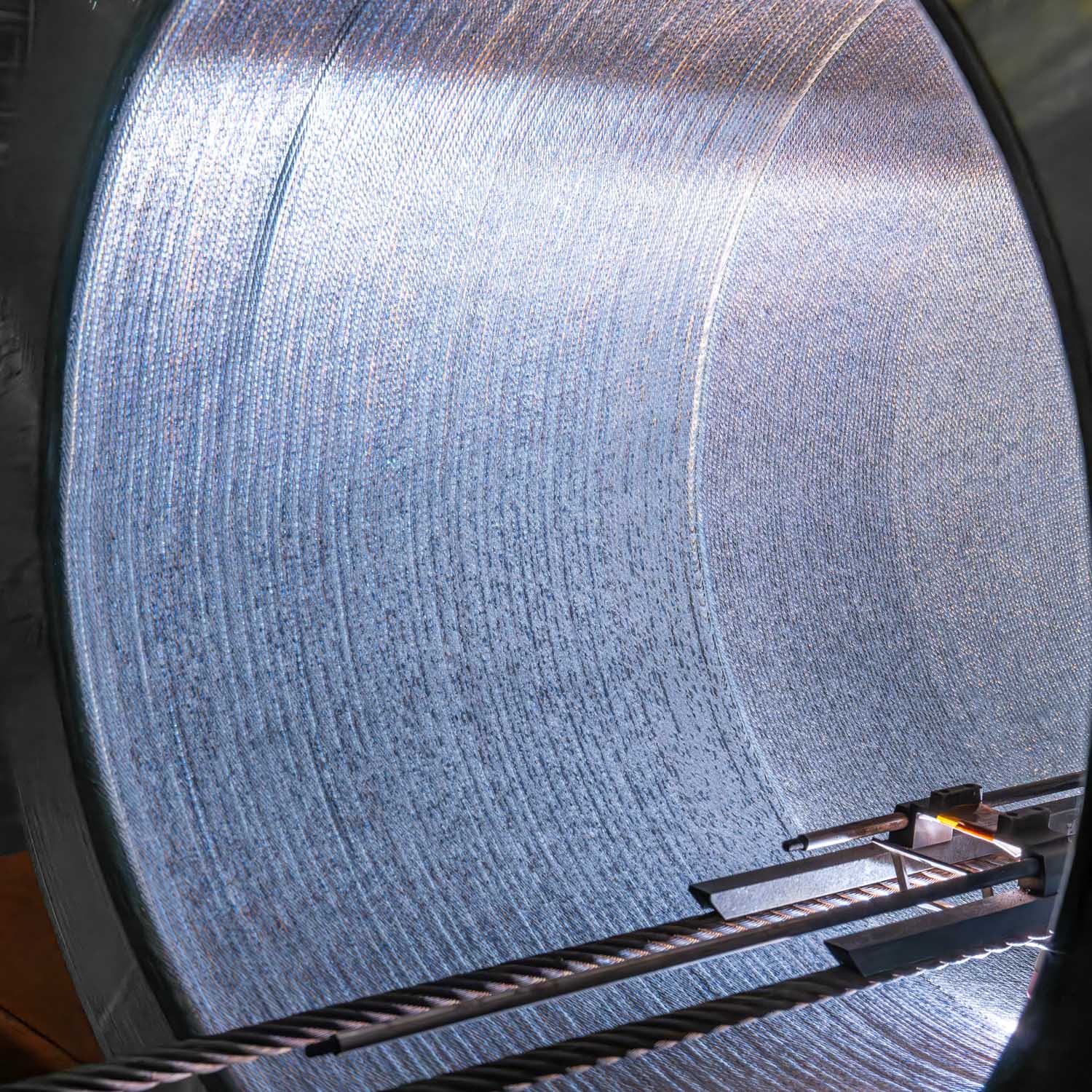
Urządzenie jest głównie używane do spawania antykorozyjnego wewnętrznej ściany rur o długości poniżej 12,5 m, spawanie rury jest napędzane obrotem końcowego pustego uchwytu, palnik spawalniczy jest prowadzony przez linkę i sprzęt prowadzący do pozycjonowania i zakończenia spawania w kanale.
- Waga detalu: do 10 ton
- Materiał rur: API 5L Gr.B, X52, X60, X65, stal nierdzewna, stal CrMo itp.
- kształt bezel: spawanie ścian wewnętrznych bez nachylenia
- Pary grupy bezelnej: żadne;
- Pozycja spawania: spawanie w pozycji 1G (broniarka spawania nie porusza się, obrabiany element obrabiany obraca się)
- Słucie: ciepły drut TIG
- Wymagania dotyczące ogrzewania: zgodnie z procesem spawania system nie jest skonfigurowany do ogrzewania systemu.
- Wymogi dotyczące kontroli warstwy spawania: 100% warstwy UT/100% PT
- Typowe części robocze: rury stalowe walcowane na gorąco, rury stalowe bezszwowe, rury kujące itp.

Parametry techniczne:
1 |
Rodzaj źródła zasilania |
Inwerter typu prądu stałego |
2 |
Prąd spawania Cykl pracy ((40°C) |
5450A 450A 80%; 420A 100% |
3 |
Prąd gorącego drutu Cykl pracy ((40°C) |
5200A 200A 25%; 150A 60%; 140A 100%. |
4 |
Napięcie otwartego obwodu |
80 V |
5 |
Napięcie wejściowe |
3×400V(-25%+20%) 50/60Hz |
6 |
Moc wejściowa |
60 KVA |
7 |
Chłodzenie inwerterem |
Chłodzenie powietrzne |
8 |
Wyświetlacz |
5.7” Panel dotykowy interfejs ręczny / 12” Panel dotykowy na szafie sterowniczej |
9 |
Metoda ustalania danych |
Ustawienie panelu dotykowego |
10 |
Wykrycie błędu |
Przekręty na części roboczej, ochrona przed nadmierną temperaturą, ochrona przed prądem, ochrona przed nad napięciem, ochrona przed niedoborem wody, brak ochrony przed gazem, błąd zasilania, awaria łuku. |
11 |
Latarka |
Podwójne palniki z indywidualnym zewnętrznym stałym chłodzeniem wodnym z chłodnicą |
12 |
Objętość wody chłodzącej |
6L |
13 |
Standard produkcji |
GB15579-2004 |
14 |
Poziom bezpieczeństwa izolacji/standardy |
H/IP23 |
15 |
Pojemność pokrycia |
OD : Φ168 ~ Φ850mm / 6 do 32 cali Minimalna tożsamość 140 po przebraniu. Długość: Maks. 6500mm do 12500mm zgodnie z zamówieniem |
16 |
Wpływ na kredyt (w przypadku 2 pochodni) |
Maks. 4 kg/godzinę dla długoterminowej stabilnej pracy. Pojemność do 6 kg/h (w zależności od stanu szlifowania rur, prostoty i średnicy) |
17 |
Prędkość ruchu nakładki |
Do 1200mm/min |
18 |
Prędkość zasilająca |
Do 5M/min |
19 |
Dokładność AVC |
± 0,3V |
20 |
Zalecany prąd szczytowy |
150 ~ 280A |
21 |
Zalecany prąd podstawowy |
100~200A |
22 |
Zalecane napięcie |
8 ~ 16 V |
23 |
Średnica tungstenowa |
3,2/4,0 mm |
24 |
Średnica drutu i rozmiar szpuli |
1,2/1,6 mm 15 kg szpul BS 300 (Φ300xW104xC53mm) lub 250 kg drutu spawalniczego w bębnie |
25 |
Gęstość pojedynczej warstwy |
1 ~ 3 mm |
26 |
Zalecana przepływność gazu |
12 ~ 20 l/min |
27 |
Wyrób z węzłem |
HF/kontakt |
 |
 |
 |
 |
Instrukcje dotyczące sprzętu
Sprzęt jest głównie używany do spawania wewnętrznej ściany długiej rury, podstawowa rura jest napędzana i obracana przez mechanizm huśtawki spawalniczej z pustym uchwytem, pistolet spawalniczy jest ustawiany przez ciągnięcie liny i sprzęt prowadzący i kończy spawanie w przejściu.
Sprzęt składa się z zasilania spawalniczego, głowicy spawalniczej, systemu prowadzenia napędu głowicy, mechanizmu huśtawki spawalniczej, ramy rolkowej, systemu sterowania elektrycznego i systemu chłodzenia wodą.
 |
 |
System sterowania i zdalnego sterowania
WO-ACS SERIES SOFTWARE oparte na
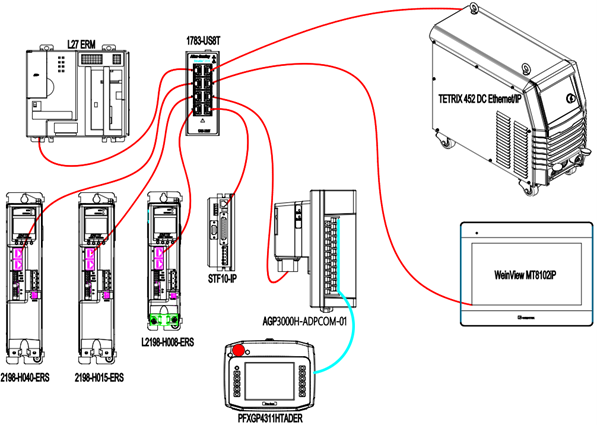
System zasilania spawalniczego:
Klimatyzacja szafkowa jest opcjonalna
Klimatyzatory szafkowe są używane w obszarach o wysokiej temperaturze.

Wsparcie posprzedażowe
Pełniąc pełną odpowiedzialność, oferujemy profesjonalne techniczne usługi posprzedażowe oraz dostawy oryginalnych części zamiennych, zapewniając bezproblemową pracę urządzenia przez cały okres jego eksploatacji.
Gwarancja jakości produktu
Oferujemy 12-miesięczną gwarancję jakości na wszystkie urządzenia, liczoną od daty końcowego przyjęcia i podpisania protokołu. Gwarancja obejmuje wady jakościowe urządzeń użytkowanych w warunkach normalnej eksploatacji, z wyłączeniem części eksploatacyjnych oraz uszkodzeń spowodowanych czynnikami ludzkimi.
(i)W okresie gwarancyjnym: Jeśli urządzenie ulegnie awarii z powodu wad jakościowych, świadczymy bezpłatne usługi konserwacji i naprawy. W przypadku usterek spowodowanych niewłaściwą eksploatacją, nasi technicy niezwłocznie podjęją działania naprawcze, a rozsądne koszty usług poniesie klient.
(ii)Ważna informacja: Użycie niestandardowych części zamiennych lub substytutów spowoduje automatyczne wygaśnięcie praw gwarancyjnych.
Konserwacja i wsparcie dożywotnie
Nasza zobowiązanie nie kończy się po upływie okresu gwarancyjnego. Po wygaśnięciu 12-miesięcznej gwarancji nadal oferujemy dożywotnie usługi serwisowe dla wszystkich naszych produkty . Możesz również korzystać z preferencyjnej pomocy technicznej przez całe życie, zapewniając tym samym długotrwałą wartość swojego inwestycji.
W okresie gwarancyjnym priorytetem jest efektywność Twojej produkcji – zapewniamy szybki system reakcji:
(ii)Po otrzymaniu powiadomienia o awarii urządzenia, odpowiedziemy w ciągu 8 godzin, aby udzielić wskazówek dotyczących lokalizacji i usuwania usterki.
(ii) Jeśli problemu nie można rozwiązać zdalnie, w ciągu 1 tygodnia wyślemy do Państwa profesjonalnych inżynierów konserwacji w celu jego rozwiązania.
Dzięki naszemu kompleksowemu wsparciu posprzedażowemu możesz skupić się na swoich podstawowych działaniach, podczas gdy my zajmiemy się Twoimi potrzebami sprzętowymi. W przypadku wszelkich zapytań posprzedażowych prosimy o kontakt z naszym wydzielonym zespołem serwisowym w dowolnym czasie