EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY
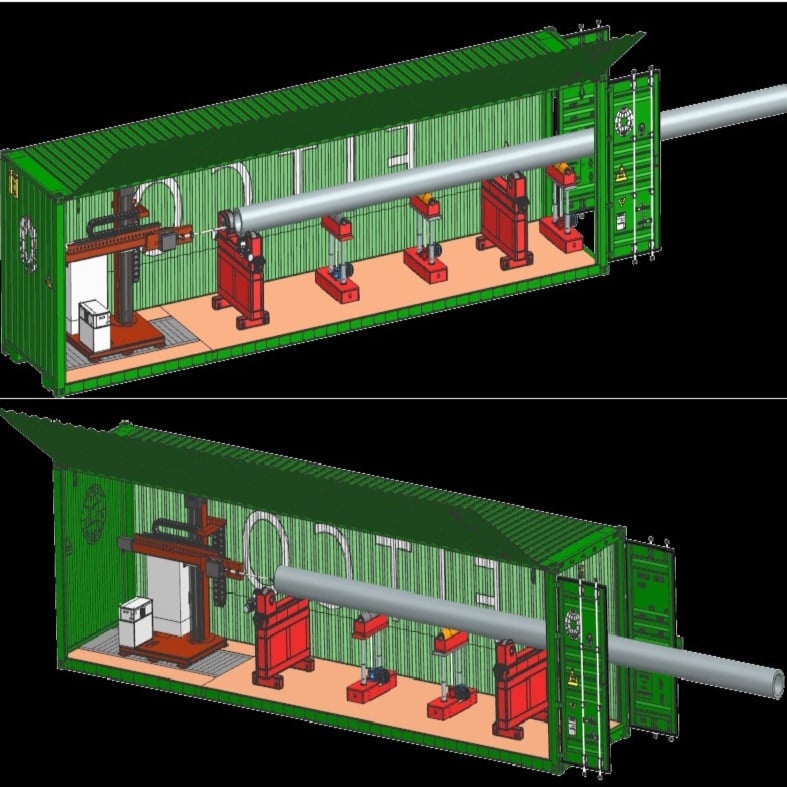
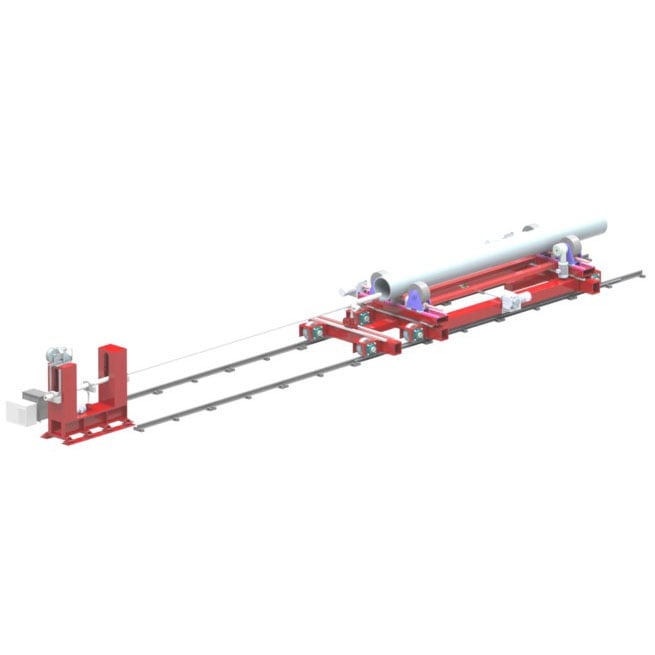
Контейнерска Интегрирана Хоризонтална Станција за Оплочувење
XHL-HCS станција за интегриран хоризонтален облак на контейнер, која е дизајнирана за тешки и комплексни форми на производи во секторите нефть & гас, хемија, производство на клапани, притисочни сосуди и други индустрии, додека сварувачката лампа е дизајнирана да одговара на потребите на широк спектар различни форми на производи. Ова машина може да се користи за прецизно сварување на корозија-резистентни материјали и трото-резистентни материјали.
- Преглед
- Препорачани производи
- Изворот за сварување е поттикнат од TETRIX 452 DC-тип ДЦ пулсни арчови за сварување, произведени од EWM, Германија. Карактеристиките на сварувачката маневрирање се добри, непрекинатата работа е стабилна и pouзаема, а нејзината пулсна функција ја исполнува технологиската захтевност за сварување.
- Се користи TETRIX 200 HOT WIRE термички проводен извор од EWM.
- Користејќи го саморазвит воден охлаждач автоматски TIG сварувачки торчиња, номиналната капацитет на токот е 300A , трговски и pouзаеми.
- Користејќи ја најновата генерација PLC и servo систем за контрола на Rockwell AB, EtherNet/IP цифарска комunikacija се користи за контрола и надзор на широк спектар на влезни, излезни и сигнали за земање на примероци со висока резолуција;
- Системот користи Pro-face ручен тач екран, со дисплеј на 5.7 инч боен екран, интерфејсот е једноставен и лесен за употреба;
- Главните електрички компоненти на опремата се импортирани брендови од Европа и САД;
- Реално-временска контрола на следење на должината на дугме;
- Функција за чување на параметри, може да се чуваат и печатат во текот на процесот на сварување;
- Далечното управување омогуќува реално време прикажување, што овозможува на корисникот да ги види различnite состојби во процесот на далечното управување;
- Процесот на сварување може секогаш да ручно регулира параметрите за сварување како што се строп, брзина, сварувачка волтиџа, брзина на подавање на жиче, горещо жиче со строп и дали да се пополнува со жиче за да задоволи одредени специјални барања;
- Подесување на почеток-спречок на сварувањето, вклучувајќи ги почетните вредности на токот, временскиот интервал пред ventilacijata, закаснато подавање на проводник, ток на дугме, закаснат спречок на подавањето на проводник и други подесувања;
- Пријателски и интуитивен интерфејс за програмирање што овозможува да разберете процесот на сварување без потреба од специјализирани личности;
- Прикажување во реално време на сварувачкото напрежение, сварувачкиот ток, токот на горечкиот проводник, брзината на подавање на проводник, сварувачката брзина, преминатата дистанција/ротациониот агол и контрола на сварувачкиот патек, автоматско сварување;
- Точна подешта на растојанието помеѓу волфрамовиот електрод и работниот предмет, каде што електродот ја додирува работната површина до подесената вредност, а влезот на дугмето е со високочестотен излук;
- Со систем за охлажување на вода со константа температура за да се осигури продолжителна непрекината работа на системот;
- Подобрувајте го системот за детекција на неисправности и директно прикажувајте неисправноста и методите за јавни упатства за отстранување на проблемите;
- Научен модуларен дизајн, доказан контролен систем за лесно одржување и одржувачки работи;
- Висока реалитетност, висока надежност, висока прецизност, отвореност кои ја исполнува скоро сè потребите за сварување на сите видови делови;
- Автоматски контролен систем со ручно регулирање, два начини: автоматско сварување;
- Системот има функција за запаметување на преривистата точка што автоматски се вратува кон преривистата точка;
- Автоматизираниот контролен систем може да реализира три врсти методи на сварување: сварување на главната дупка, сварување на страничната дупка и сварување на кружниот равен површински дел;
- Со офлайн програмирање, офлайн штампање функција. (Оваа особина не е вклучена во овој Споразум)
XHL-HCS Контейнер интегрирана хоризонтална станица за обвивка која е дизајнирана за тешки и комплексно формирани пРОИЗВОДИ за нафта и гас, хемиска индустрија, производство на вентили, притисочни садови и други индустрии, заварилната ламба е дизајнирана да ги исполнува барањата на широк спектар на производи со различни форми. Оваа машина може да се користи за прецизно заварување на корозивно-отпорни материјали и материјали отпорни на трошење.
Овој модел е компактен дизајн, јачински уштедлив и моќен. Опремен со основната функција за хоризонтално внатрешно зидино покривање, опремата има функција за кормење и може да транспортира челичниот цев од до клопчето за фиксација на позицијата. Другите функции ги одредуваат според индексот на сварувачкиот програм со цел бизниското соглашение.
Опремата за автоматско покривање на внатрешната страна на клапето користи не-топлења пулсирања TIG гореща жична технологија за наполнување. Подготвена за автоматско сварување на покривање од волокна од углероден челик, нерост, никел-базирани спојови, тротежни волокна итн.
Стабилноста, ефикасноста, иновацијата и целостта се принципите на кои FITco се држи. Нашето дизајнско правило е да осигураме прво стабилноста на опремата, затоа избираме меѓународни контролери од прва класа, električki komponenti, сварувачки извори. Нашата опрема користи најаванштото и најстабилното цифрово комunikaciono протокол Ethernet/IP, што го осигурува стабилноста и уникатноста на внатрешната комunikacija на опремата, како и најзакоренето сочало и најлесниот комunikaciono протокол за корисниците за да го постигнат цифровиjациjото на фабриката во бидeњe. Ethernet/IP може лесно да се реализира во TCP/IP комunikaciono протокол за информациjа и податoци, што го залага основното за реалното постигнување на индустриja 4.0 и мудра фабрика!
Fitco се razvilo i razgoleло од фабрика за производство на омотни материјали и预制дени производи, од одделот за одржувanje на опремата во фабриката за производство на производи до profesionalен производител на омотна и prefabрична опрема, па затоа сме повеќе запознати со проблемите што корисниците можат да ги сретнат. Понатаму од самата опрема, нашата запознаност со процесот на варење е многу поголема од нашите конкуренци.
Клучни параметри:
1 |
Тип на извор на енергија |
Инвертор од тип ЦС |
2 |
Сварувачки ток Циклот на работа ((40°C) |
5450А 450A 80%; 420A 100% |
3 |
Топлинска струја од топла жица Циклот на работа ((40°C) |
5200А 200А 60%; 100А 100% |
4 |
Растежна скорост |
1,3 kg/h |
5 |
Заселениот простор |
18м2 |
6 |
Напреченост на отворена кола |
80V |
7 |
Влезен напон |
3×400V ((-25%+20%) 50/60Hz |
8 |
Влезна моќност |
35KVA |
9 |
Охлажување на изворот |
Остудување со воздух |
10 |
Дисплеј |
5.7" македонски/енглески интерфејс |
11 |
Метода за поставување на податоци |
Настройка на допирниот панел |
12 |
Дисплеј |
Дотирни екран / Контролен панел со реално време приказ |
13 |
Откривање на грешки |
Заштита од кратенџа на работниот дел, заштита од надмерна температура, заштита од надмerno ток, заштита од надмerno напон, заштита од недостаток на вода, заштита од недостаток на плин, грешка во енергијата, грешка во дугата, грешка во сервото. |
14 |
Охладување со факел |
Воншна константна температура Циркулирачка вода ладење |
15 |
Капацитет на покривање |
Пр. Φ50-Φ850mm Макс. висина на хоризонталното омотување ≦500mm Капацитет на тежина: 5T |
16 |
Прецизноста на AVC |
±0,2V |
17 |
Препорачуваме врв на струјата |
150 до 280 А |
18 |
Препорачувана база струја |
100 до 200 А |
19 |
Препорачувано напон |
8 до 16V |
20 |
Волгмен Дија. |
3.2mm, 4.0mm опционално |
21 |
- Дајја. |
1.2/1.0mm, 1.0/1.2mm опционално |
22 |
Препорача се дебелина на една слојка |
1 ~ 3mm |
23 |
Препорачаниот проток на гасот |
12 ~ 20L/min |
24 |
Почнање на аркот |
HF/контакт |
25 |
Производствени стандарди |
GB15579 Најновата верзија |
26 |
Ограничување на безбедноста на изолација |
H/IP23 |
Систем за извор на сварување

Система за контрола:
i -CLAD 100 е развиен од FITco со најавната технологија во светот за дизајн и производство на систем за контрола на сварувањето, системот користи PLC систем на Rockwell AB од САД за контрола, комбинирајќи ги искуствата на FITco за развој и производство во едно, со напредна, цифарска, лесна за употреба, интелигентна, универзална, pouзаемост и т.н. Оперативниот систем централно ги поставува, чува и контролира дистрибуираниот синхронизмување и има добро проширувачко на функционалните параметри во сварувањето.
Системски пера:


Кога се прават ручни промени, секој движеќи ос може да се регулира посебно, а може да се постави почетокот на сварувањето;
Кога се сварува автоматски, според поставените параметри на процесот на сварување, според одреден математички модел еднообразно;
Опционална конфигурација на програмска функција (следните функции се применливи само ако се вклучат во деловниот договор): Ø
Послепродажна услуга
По истекот на гаранцијата, Добавачот ќе врши целожитен сервис на своите производи и ќе обезбеди широк спектар на привилегирани технички услуги во текот на нивниот век.
За време на периодот на осигурување квалитет, кога неисправноста на опремата во процесот на употреба нема да биде отстранета, Странка Б ќе одговори во рок од 8 часа по известувањето, а доколку корисникот сè уште не може да ја отстрани неисправноста, добавувачот ќе испрати инженер за поправка во рок од 1 недела.