EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




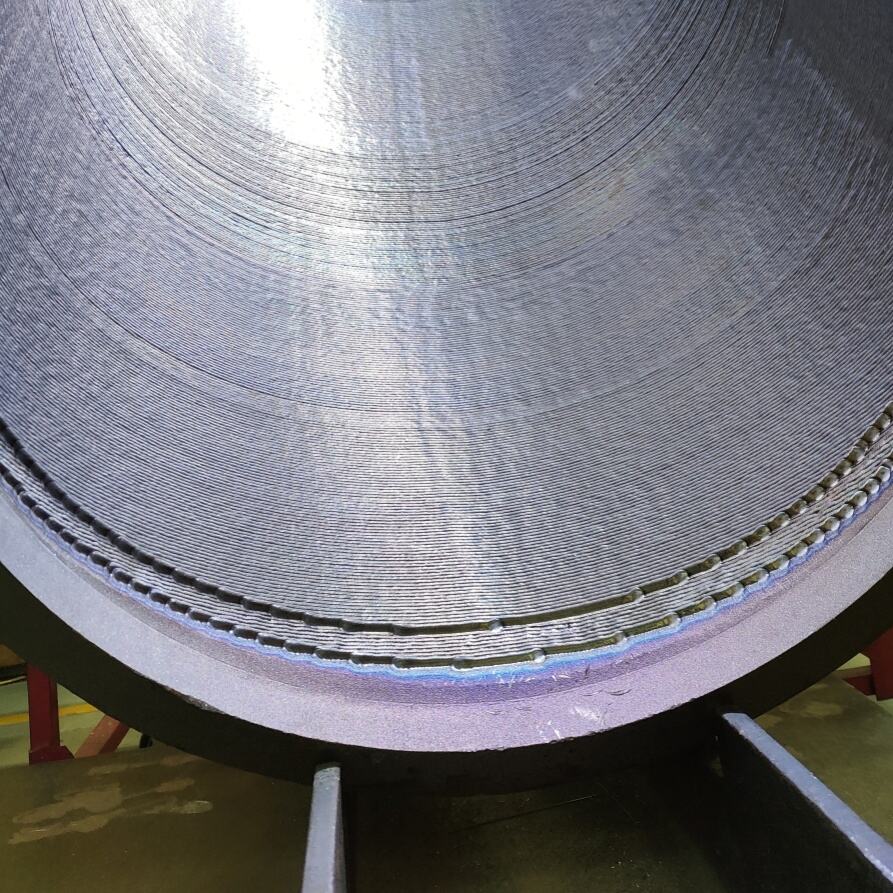
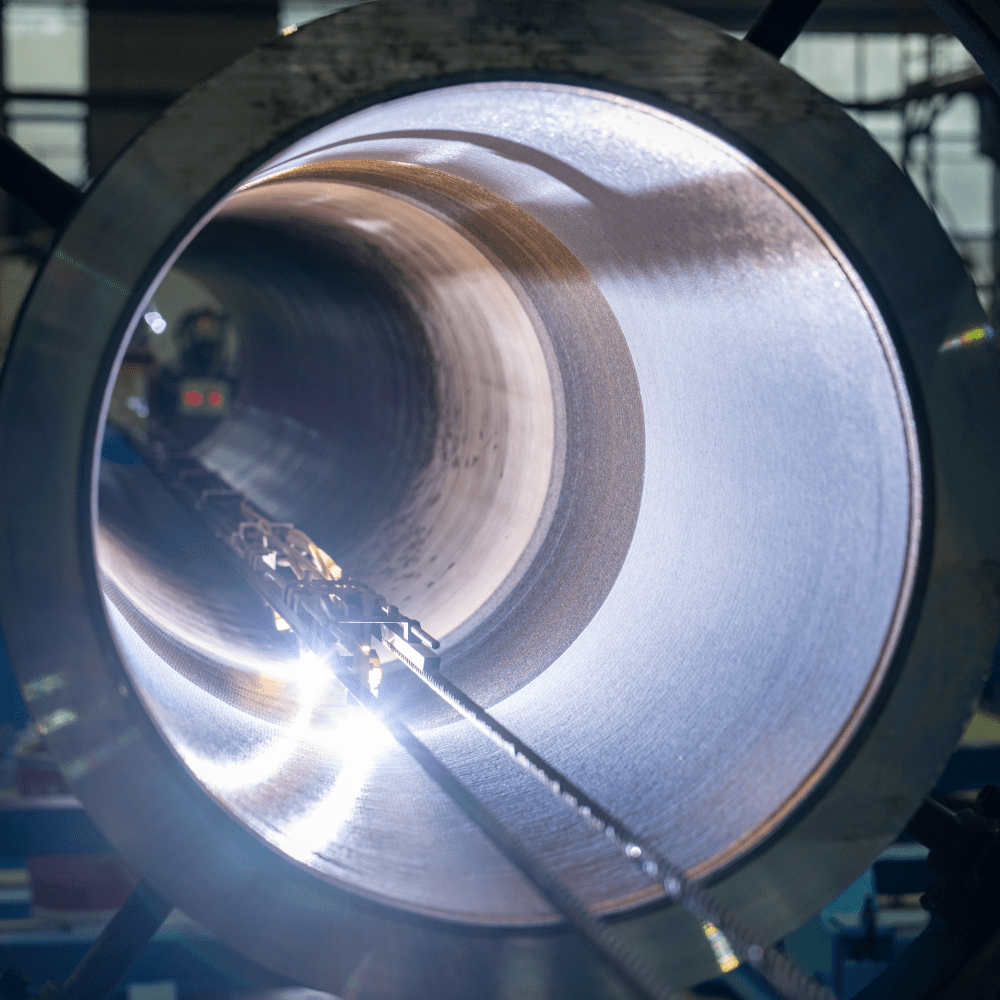
Oleum & Gas Pipe Cladding deaurabis TIG Welding Machina
Cum gemina torch gemina filum consilio, depositum rate usque ad 5.0kg/hora pervenire potest.
Cum EWM TETRIX 452 DC pulsus arc welding potentia alimentum et TETRIX 200 HOT WIRE thermalis filum potentia alimentum. Performantia welding valde excellens est.
Novae generationis PLC et systema servo Rockwell AB, EtherNet/IP digitalis communicatio adhibetur ad moderandum et monitorandum latam copiam input, output et sampling signorum in alta resolutione.
- Conspectus
- Producta Commendata
- Tangere & retractare
- Online adjust
- AVC-Arc Voltage Control
- Valorem visualizationem
- Longinquus firmamentum
- Pertundere ad boream
- Data Logge
- Fontem alimentationis ad fusionem praebet TETRIX 452, typus DC, fontem impulsus arcus fusionis a EWM AG, Germania. Qualitates manipulationis fusoriae sunt bonae, operatio continua est stabilis et fida, et functio impulsus satisfacit requisitis technologicis fusionis.
- Utitur fonte caloris fili thermici TETRIX 200 HOT WIRE ab EWM.
- Temperatura operativa: -40ºC~+55ºC
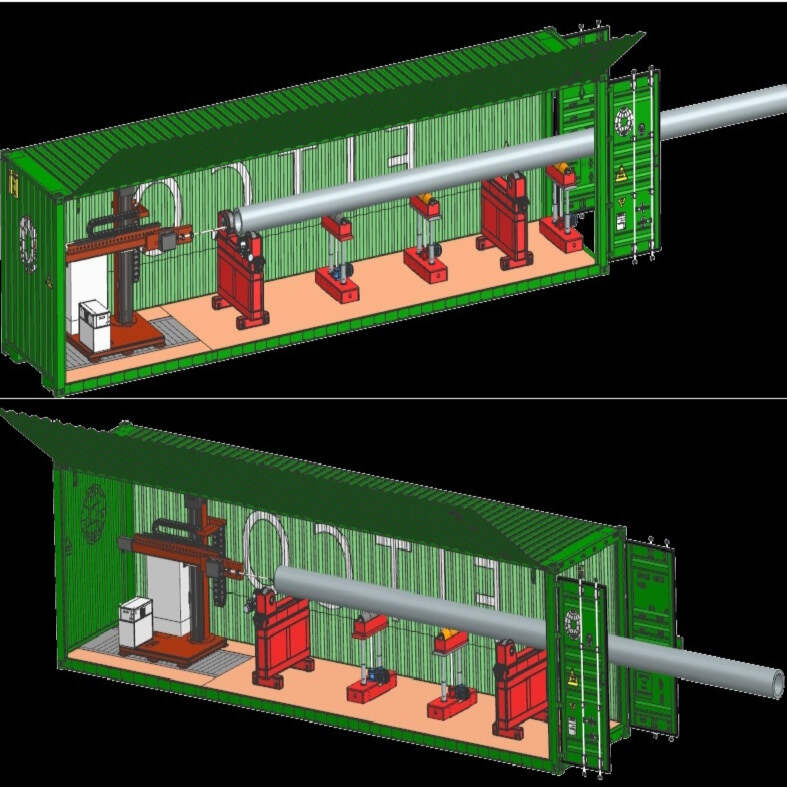
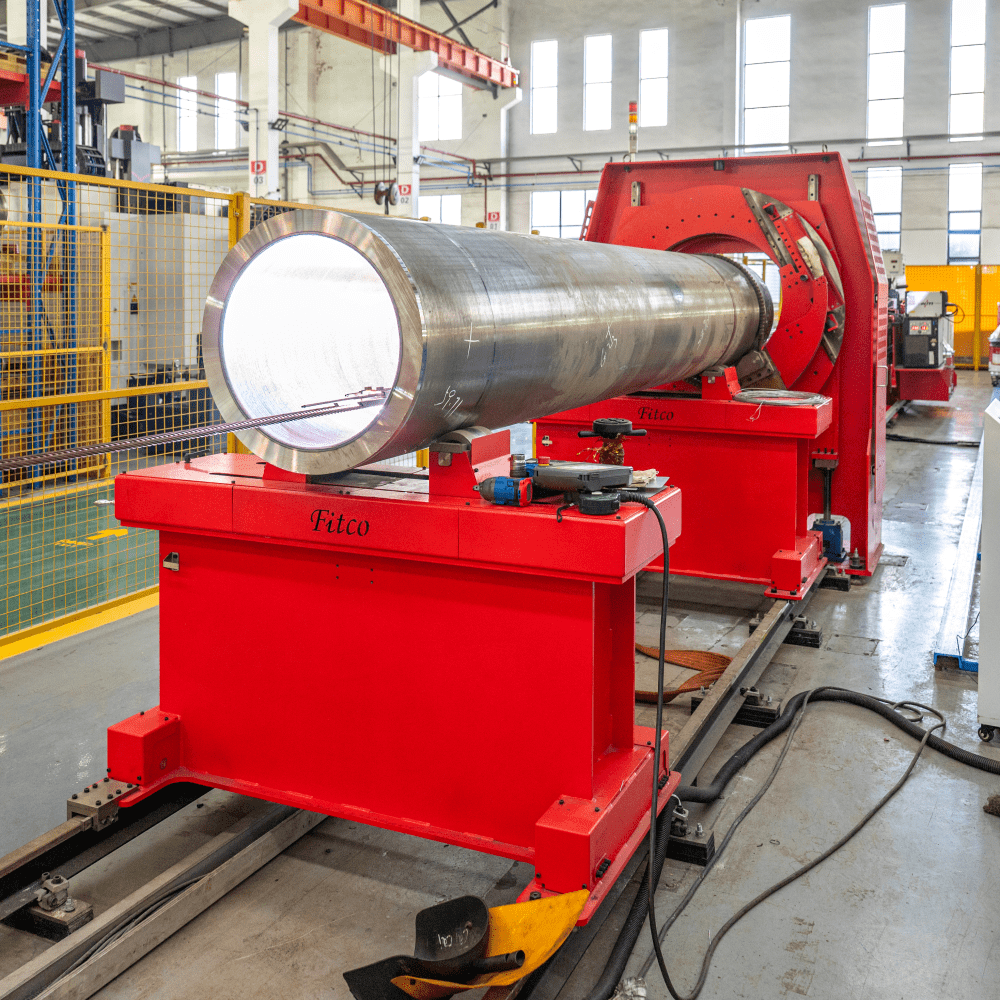
FITco laudatur quod praebet stationem cladding XHL-PCS, quae est ad usum in tubis et vasculis pro industria olei & gas, chimica, fabrica valvarum, vasa sub pressione et alias industrias.
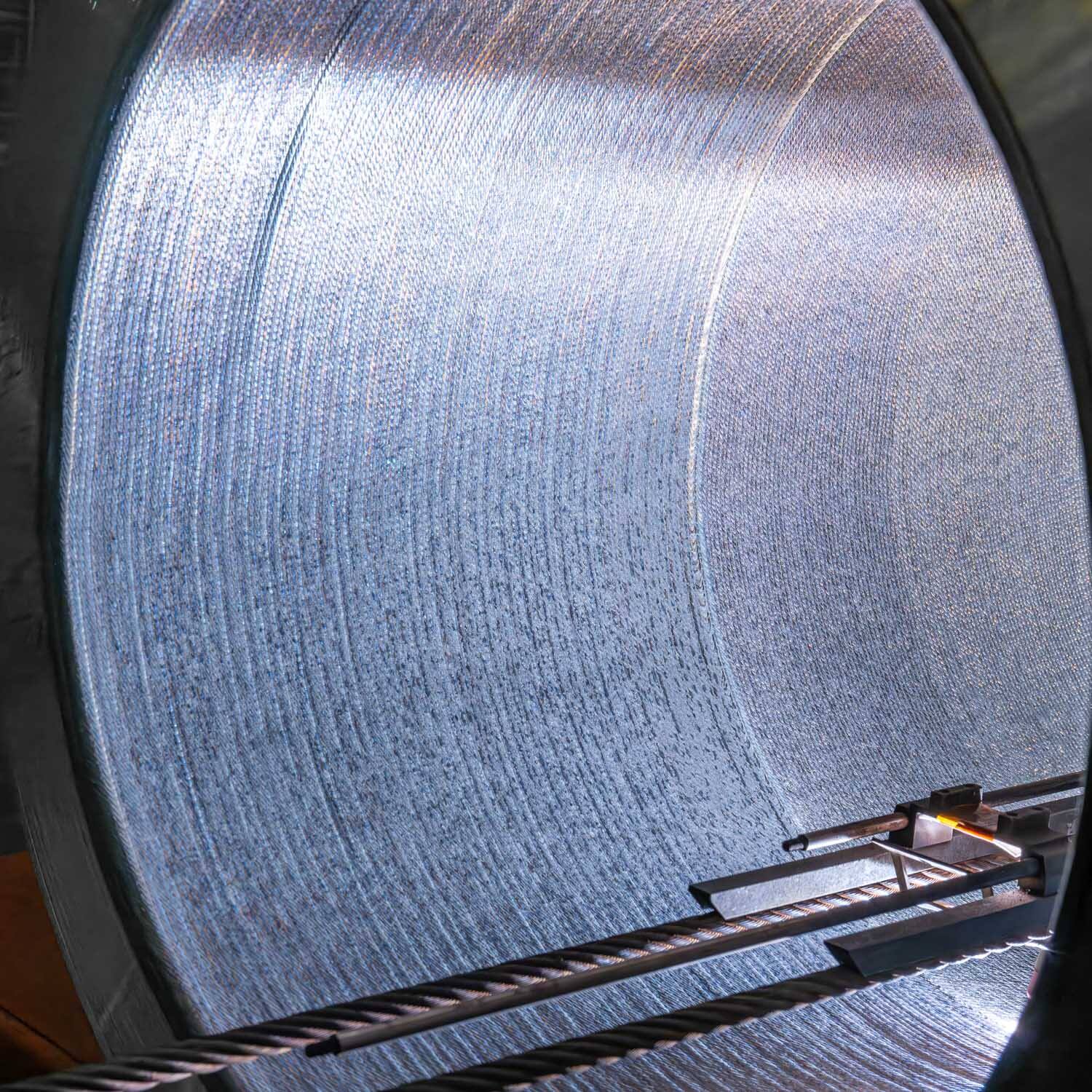
Instrumentum primum utendum est ad internam parietem tubulorum anticorrosionem soldandi, minor quam 12.5m, ubi tubus per rotam cavam terminalem movetur, atque torcham soldandi filum funis trahit et dispositiva positionis dirigunt et completam soldationem in canalem inducunt.
- Pondus operis: usque ad 10Ton
- Materia tubi: API 5L Gr.B, X52, X60, X65, ferrum inoxidabile, CrMo ferrum, etc.
- Forma bevel: interius paries welding sine declivitate
- Bevel coetus par: Nullus;
- Positio welding: 1G positio welding (weld gun non movens, operis rotatio)
- Modus welding: calida filum TIG
- Exigentiis calefactionis: Secundum processum welding, systema non configuratum est ad calefactionem systematis.
- Exigentiis inspectionis strati welding: 100% UT stratum/100% PT
- Typica opera: calidum-tracta ferrum tubi, seamless ferrum tubi, forging tubi, etc.

Parametri Technici:
1 |
Typus fontis potentiae |
Inverter Typus DC |
2 |
Currens weld Cursus Officii (40℃) |
5~450A 450A 80%; 420A 100% |
3 |
Currens calidum filum Cursus Officii (40℃) |
5~200A 200A 25%; 150A 60%; 140A 100%. |
4 |
Voltage circuitus aperti |
80V |
5 |
Voltage input |
3×400V(-25%+20%) 50\/60Hz |
6 |
Potentia Input |
60 KVA |
7 |
Frigus inverter |
Air refrigerationem |
8 |
Display |
5.7” Tabula Tactilis interface portatilis \/ 12” Tabula Tactilis in Armarium Controlis |
9 |
Methodus datae statutionis |
Panel tactus statio |
10 |
Detectio erroris |
Opus fragmentum brevis circuitus, super temperaturae tutela, super currentis tutela, super voltage tutela, aquae defectus tutela, gasis defectus tutela, potentiae error, arcus defectus. |
11 |
Fax |
Gemini Torches cum individuali Externa Circulatione Aquae Constantis Temperaturae cum frigorifero |
12 |
Aqua frigida volumine |
6L |
13 |
Manufactura Standard |
GB15579-2004 |
14 |
Insulationis Securitatis Gradus /Standard |
H\/IP23 |
15 |
Capacitas cladding |
Diametrus : Φ168 ~ Φ850mm \/ 6 ad 32 Uncias ID minimum 140 post clad. Longitudo: Max 6500mm ad 12500mm secundum Ordinem Emptionis |
16 |
Depositum Rate(2 Torch) |
Max 4 Kg/hora pro operatione stabili longo tempore. Capacitas usque ad 6kg/hora (secundum condicionem tubi molentis, rectitudinis et diametri) |
17 |
Velocitas Itineris Superficialis |
Usque ad 1200mm\/Min |
18 |
Filum alimentum Celeritas |
Usque ad 5M/Min |
19 |
Accurate AVC |
±0.3V |
20 |
Commendare Picem Currentem |
150~280A |
21 |
Commendare Basem Currentem |
100~200A |
22 |
Commendare Voltage |
8~16V |
23 |
Tungsteni Dia. |
3.2/4.0mm |
24 |
Diametrum Filum & Magnitudo Spole |
1.2\/1.6mm 15kgs BS 300 Spole (Φ300xW104xC53mm) an 250 kgs dolium welding filum |
25 |
Singula Stratum Crassitudo |
1~3mm |
26 |
Commendare gasis fluxus rate |
12~20L/min |
27 |
Arcus incipientes |
HF/Contactus |
 |
 |
 |
 |
Instructiones Instrumentorum
Apparatus praecipue ad longas tuborum interiores parietes weldendos adhibetur, tubus basis per mechanismum oscillationis chuck cavitatis agitur et rotatur, torcularis weldens per funem trahentem et apparatus ducentem locatur et completur weldens in transitu.
Apparatus constat ex fonte potentiae weldendi, capite weldendi, systemate ductus capitis, mechanismi oscillationis weldendi, structura rotatoria, systemate electrico moderante et systemate aquae frigidae.
 |
 |
SYSTEM RECTOR ET REI RECTOR
WO-ACS Series Software basis on
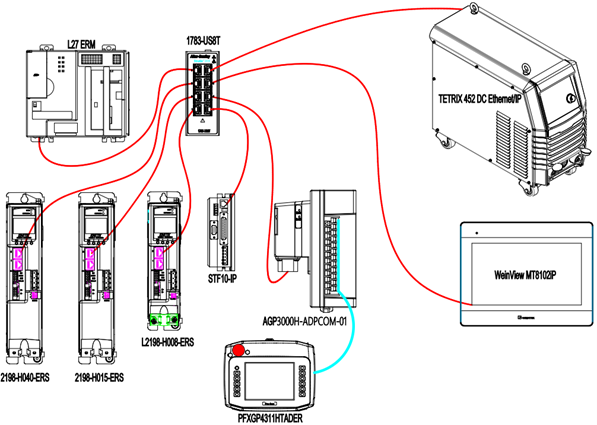
Systema Fontis Potentiae Weldendi:
Aer Conditio Armarii optativa est
Aer condicionatores armarii in locis cum alta temperatura adhibentur.

Supportus Post-Venditionem
Nos plene responsi sumus pro praebenda perita technica post-venditione et suppeditatione partium deputatarum verarum, ut apparellum vestrum per totam vitam operetur sine offensione.
Pollicitatio De Fideiussione Praeducti
Praebemus fidem de qualitate per menses duodecim pro omnibus apparellis, computatis ab die ultimae acceptance et subscriptionis. Haec fides tegit defectus qualitatis apparellorum in conditionibus usus normalis, praeter partes consumbiles et damna facta a factoribus humanis.
(i)Intra tempus fideiussionis: Si instrumentum propter defectus qualitatis internos fallat, praebemus operationes mendarum et reficiendarum gratuitas. Pro defectibus qui ex operatione impropria oriuntur, nostri technici celeriter respondebunt ut quaestio solvatur, et rationabiles mercede operarum a cliente ferentur.
(ii)Monitio Importans: Usum partium de servo non verarum aut substitutarum ius fideiussionis tui automato terminabit.
Mendatio & Auxilium Perpetuum
Nostra obligatio non desinit cum garantiā. Postquam garantiā duodecim mensium expirāvit, servitia manūtenendi perpētua ad omnia nostra praebēmus producta . Praeterea technicum auxilium in perpetuum ad pretium favōrābile frueris, quod valōrem investītūrae tuae longō tempore servat.
Intra tempus fideiussionis, efficacitatem productionis tuam systemate responsionis celeris priorizamus:
(ii)Postquam notificationem de defectu instrumenti tui acceperimus, intra octo horas respondebimus ad directionem solutionis problematum praebendam.
(ii) Si quaestio remotē solvi non possit, ingeniros conservationis professionales ad locum tuum intra hebdomadem mittimus ut problemati succurrant.
Cum nostra plena post-venditionem auxilio, tu in operationibus tuis principalibus te occupare potes dum nos de instrumentis tuis curamus. Ad quaslibet quaestiones post-venditionem, libere nostri officii servitii specialis tempestive contactum facere potes.