
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




Maszyna do spawania TIG z nałożeniem powłoki na rury naftowe i gazowe
Dzięki podwójnemu projektowi palnika i podwójnemu drutowi, wskaźnik osadu może wynosić do 5,0 kg/godzinę.
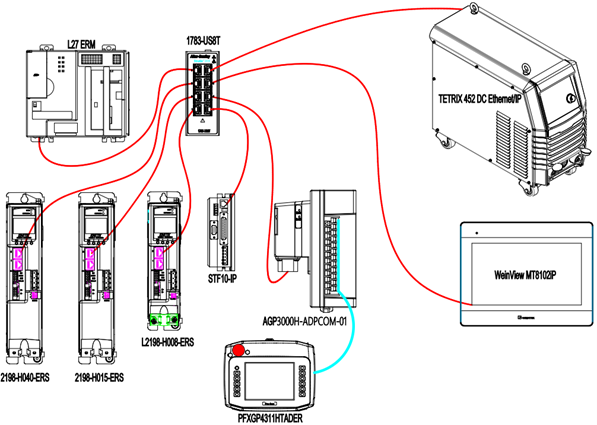
Z zasilaczem spawalniczym EWM TETRIX 452 DC impulsowego łuku spawalniczego i zasilaczem TETRIX 200 HOT WIRE. Wydajność spawania jest bardzo doskonała.
Najnowocześniejsza generacja PLC i systemu serwo firmy Rockwell AB, komunikacja cyfrowa EtherNet/IP jest używana do kontrolowania i monitorowania szerokiego zakresu sygnałów wejściowych, wyjściowych i próbkowania w wysokiej rozdzielczości.
- Przegląd
- Polecane produkty
- Dotknij i wyciągnij
- Dostosowanie online
- Wymagania dotyczące regulacji napięcia
- Wizualizacja wartości rzeczywistej
- Wsparcie zdalne
- Wyroby z drzew
- Dziennik danych
- Zasilacz spawania jest napędzany zasilaczem spawalniczym o przekroju DC TETRIX 452 DC produkowanym przez EWM AG, Niemcy. Charakterystyka sterowania spawaniem jest dobra, ciągła operacja jest stabilna i niezawodna, a jej funkcja pulsacyjna spełnia wymagania technologiczne spawania.
- Używany jest zasilacz drutu ciepłego TETRIX 200 HOT WIRE od EWM.
- Temperatura robocza: -40ºC~+55ºC
FITco ma zaszczyt dostarczyć stację okładzinową model XHL-PCS, która jest zaprojektowana do rur i zbiorników dla przemysłu naftowego i gazowego, chemicznego, produkcji zaworów, zbiorników ciśnieniowych i innych branż.
Urządzenie jest głównie używane do spawania antykorozyjnego wewnętrznej ściany rur o długości poniżej 12,5 m, spawanie rury jest napędzane obrotem końcowego pustego uchwytu, palnik spawalniczy jest prowadzony przez linkę i sprzęt prowadzący do pozycjonowania i zakończenia spawania w kanale.
- Waga detalu: do 10 ton
- Materiał rur: API 5L Gr.B, X52, X60, X65, stal nierdzewna, stal CrMo itp.
- kształt bezel: spawanie ścian wewnętrznych bez nachylenia
- Pary grupy bezelnej: żadne;
- Pozycja spawania: spawanie w pozycji 1G (broniarka spawania nie porusza się, obrabiany element obrabiany obraca się)
- Słucie: ciepły drut TIG
- Wymagania dotyczące ogrzewania: zgodnie z procesem spawania system nie jest skonfigurowany do ogrzewania systemu.
- Wymogi dotyczące kontroli warstwy spawania: 100% warstwy UT/100% PT
- Typowe części robocze: rury stalowe walcowane na gorąco, rury stalowe bezszwowe, rury kujące itp.

Parametry techniczne:
|
1 |
Rodzaj źródła zasilania |
Inwerter typu prądu stałego |
|
2 |
Prąd spawania Cykl pracy ((40°C) |
5450A 450A 80%; 420A 100% |
|
3 |
Prąd gorącego drutu Cykl pracy ((40°C) |
5200A 200A 25%; 150A 60%; 140A 100%. |
|
4 |
Napięcie otwartego obwodu |
80 V |
|
5 |
Napięcie wejściowe |
3×400V(-25%+20%) 50/60Hz |
|
6 |
Moc wejściowa |
60 KVA |
|
7 |
Chłodzenie inwerterem |
Chłodzenie powietrzne |
|
8 |
Wyświetlacz |
5.7” Panel dotykowy interfejs ręczny / 12” Panel dotykowy na szafie sterowniczej |
|
9 |
Metoda ustalania danych |
Ustawienie panelu dotykowego |
|
10 |
Wykrycie błędu |
Przekręty na części roboczej, ochrona przed nadmierną temperaturą, ochrona przed prądem, ochrona przed nad napięciem, ochrona przed niedoborem wody, brak ochrony przed gazem, błąd zasilania, awaria łuku. |
|
11 |
Latarka |
Podwójne palniki z indywidualnym zewnętrznym stałym chłodzeniem wodnym z chłodnicą |
|
12 |
Objętość wody chłodzącej |
6L |
|
13 |
Standard produkcji |
GB15579-2004 |
|
14 |
Poziom bezpieczeństwa izolacji/standardy |
H/IP23 |
|
15 |
Pojemność pokrycia |
OD : Φ168 ~ Φ850mm / 6 do 32 cali Minimalna tożsamość 140 po przebraniu. Długość: Maks. 6500mm do 12500mm zgodnie z zamówieniem |
|
16 |
Wpływ na kredyt (w przypadku 2 pochodni) |
Maks. 4 kg/godzinę dla długoterminowej stabilnej pracy. Pojemność do 6 kg/h (w zależności od stanu szlifowania rur, prostoty i średnicy) |
|
17 |
Prędkość ruchu nakładki |
Do 1200mm/min |
|
18 |
Prędkość zasilająca |
Do 5M/min |
|
19 |
Dokładność AVC |
± 0,3V |
|
20 |
Zalecany prąd szczytowy |
150 ~ 280A |
|
21 |
Zalecany prąd podstawowy |
100~200A |
|
22 |
Zalecane napięcie |
8 ~ 16 V |
|
23 |
Średnica tungstenowa |
3,2/4,0 mm |
|
24 |
Średnica drutu i rozmiar szpuli |
1,2/1,6 mm 15 kg szpul BS 300 (Φ300xW104xC53mm) lub 250 kg drutu spawalniczego w bębnie |
|
25 |
Gęstość pojedynczej warstwy |
1 ~ 3 mm |
|
26 |
Zalecana przepływność gazu |
12 ~ 20 l/min |
|
27 |
Wyrób z węzłem |
HF/kontakt |
 |
 |
 |
 |
Instrukcje dotyczące sprzętu
Sprzęt jest głównie używany do spawania wewnętrznej ściany długiej rury, podstawowa rura jest napędzana i obracana przez mechanizm huśtawki spawalniczej z pustym uchwytem, pistolet spawalniczy jest ustawiany przez ciągnięcie liny i sprzęt prowadzący i kończy spawanie w przejściu.
Sprzęt składa się z zasilania spawalniczego, głowicy spawalniczej, systemu prowadzenia napędu głowicy, mechanizmu huśtawki spawalniczej, ramy rolkowej, systemu sterowania elektrycznego i systemu chłodzenia wodą.

System sterowania i zdalnego sterowania
WO-ACS SERIES SOFTWARE oparte na
System zasilania spawalniczego:
Klimatyzacja szafkowa jest opcjonalna
Klimatyzatory szafkowe są używane w obszarach o wysokiej temperaturze.





